Expectations and Requirements
In the ever changing world of maintenance we have embraced a multitude of solutions to problems we sometimes had to be informed we had, (normally informed by the solution provider). We have tried to succeed with RCM,TPM,PMO,FMEA,FMECA,RCA and any other combination of letters we believed would lead us to the perceived "world class" that would allow us to bask in the glory of proactive cost effective maintenance. We have worked diligently through condition monitoring, work identification and precision maintenance and still have compliance and reliability issues. So is there some truth that will help actually apply the strategies that we have worked so hard at?
When first presented this concept (by an electrical engineer at Sasol Synfuels SA) it seemed too simple,
Operations has expectations and maintenance has requirements just align them.
With all the tools at our disposal to identify the correct work we still need to get the work done (Requirements) and from an operations perspective we just want to produce consistent product over a defined operating campaign (Expectations). The most cost effective production and maintenance strategies can only be realized by matching the requirements to the expectations.
Organizations must have a clear understanding of the maintenance program requirements and the required utilization. The balancing of the operational expectations and maintenance requirements will result in the highest equipment availability numbers. If maintenance is structured around operational expectations only, the work will be deferred, resulting in reactive maintenance. In this scenario availability suffers as it is driven by equipment breakdowns. If maintenance requirements are the driving force the MTTR will not be optimized and the risk of equipment failure will be over mitigated. This results in excessive scheduled downtime and high maintenance costs. This will also be a limiting factor for sales projections.
The perspective from the work ID world is to identify the work and do it. This will prevent the failures and everyone is happy. If the work is cost justified there are times when it is the same value to have the failure as do the work so impact on operations is the same. 2hr Unscheduled down time to 2hr scheduled downtime is still 2hr lost production if it occurs within the operating campaign. To investigate this process there are some things we need to understand about expectations and requirements.
What are Expectations
So if the switch doesn't work we pay more tax?
What are the consequences of an unmet expectation? An operator hits a switch and nothing happens. Confused he hits it again? With a shrug of his shoulders he heads to the coffee room to pass the issue off to maintenance. The process equipment that produces the lean manufacturing product for just in time delivery has failed. The customer fails to obtain the product he needed to deliver on a trial order for a major contract, his company declares bankruptcy. Hundreds of people lose their jobs and property values plummet in the one industry town. So to avert problems we bail out the town's bank; there by paying more tax.
The point is that we have evolved an industrial base that has cascading impact with every failed expectation. We have to meet the expectations of our organization and our organizations have to develop realistic expectations. If our companies have expectations that cannot be delivered on, like an unrealistic operating campaign without shutdowns, maintenance will never be able to deliver the required availability.
So what are expectations? Expectations are the requirements of an organization to meet its operational/production goals. Operations expect to be able to utilize the equipment for a given operational campaign. There are multiple types of operation campaigns all of which provide different windows of opportunity for maintenance to execute their requirements.
Some operational campaigns are:
- 24/7 with yearly shutdown
- 8hr/5day with weekend maintenance
- 24/7 multiple year with regulatory shutdowns
- 24/7 with "opportunity maintenance"
- 24/7 with redundant equipment (Mobile)
- 24/7 with buffer compactly
- batch process
- intermittent (limited product demand)
- seasonal
Operations also expect to deliver a consistent product that meets the required quality, quantity and delivery date. Other expectations are to have regulatory compliance and safety targets met. Expectations equal revenue so if they are not met there are decreased profits. As factories were not developed so we could maintain them, the first goal should be to meet expectations, not change them. The expectations should only be changed if they are impossible to meet (unrealistic). The expectations are driven by sales projections and product demand.
The foundations of an organization's expectations are the business goals of the company. What is the purpose of the assets in question? There are many various reasons that assets are chosen, constructed and operated but most can be attributed to return on investment. The return on investment may not be fanatical it could be targeted at public image, safety or regulated. It would be assumed that optimizing the cost effectiveness of the asset would give the best return on investment regardless of the target. Optimizing the cost effectiveness of an asset is driven by meeting the expectations of the organization.
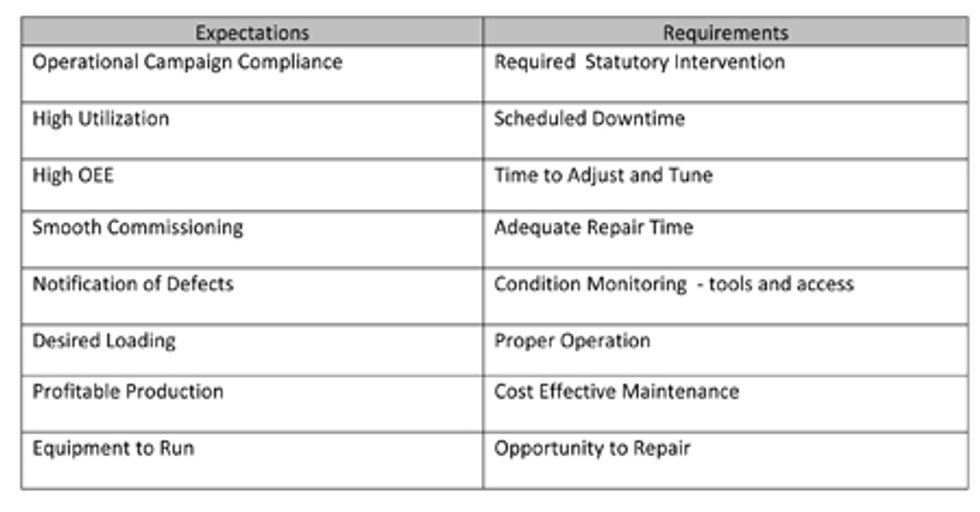
Here are some types of expectations that must be aligned with requirements.
Operational Campaign Compliance- A well developed operational campaign is mandatory for success. In far too many industries the driving consideration is only market conditions. Without maintenance aligned with expectations the reactive maintenance detracts from production. This leads to longer operational campaigns compounding the issue.
High Utilization- In the majority of cases the goal is to use the assets to add the value to the required function. You cannot have high utilization without availability. All downtime detracts from utilization.
High OEE- Setup, cleaning and tuning are key influencing factors on the quality of products. Understanding and aligning process inputs and outputs is as critical as understanding and aligning work.
Smooth Commissioning- Commissioning standards will result in the largest decrease in infant (abnormal) failures. Develop your commissioning standards and align them with your organizational goals.
Notification of Defects- COMUNICATION! Integrate operations and maintenance information repositories.
Desired Loading- All abnormal loading will detract from equipments life. It is not necessarily wrong but if it's not done to increase ROI over the damage done then it's more cost effective not to abnormally load it.
Profitable Production- The best alignment of expectations and requirements will likely be the lowest unit cost producer. The lowest unit cost producer will be the last plant shutdown.
Equipment to Run- The key expectation of operations is for the assets to do the job they are expected to do. Maintain accordingly.
If maintenance is structured around operational expectations only, the work will be deferred, resulting in reactive maintenance. In this scenario availability suffers as it is driven by equipment breakdowns.
What are Requirements
So if we don't change the switch we pay more tax?
What are the consequences of an unmet requirement? An operator walks into the coffee room and informs the electrician that the switch didn't work. The electrician smirks and states "I am not one to say I told you so but that switch fails every 3 months and last month you wouldn't shut down to have me replace it". The electrician walks to his tool box (squirrel stores, but that's another expectation / requirement story) and gets the switch. He walks to the panel and replaces the switch. The repair time has been 2 hours, the electricians last thought on the job was if they had only given me the time to fix this (2hours) we wouldn't be down now.
Reactive organizations often have little understanding of the maintenance requirements. If your organization is in a situation that the equipment is defining the work for you then you are reactive. There are lots of good tools used to define the work required to attain availability. The diligence you apply the tool is of more importance then the selection (no offence intended to all purists). If you select and apply a work identification tool you will start to have a better understanding of the maintenance requirements. You also need to understand the evolution of maintenance requirements throughout the life of your organizations assets.
Requirement samples:
- General overhauls.
- Life limiting components.
- Phased overhauls.
- Parts replacement.
- Random failures.
- Servicing.
- CBM requirements.
- Change over's.
- Failure rates and patterns.
One commonality with most proactive organizations is the understanding and application of the maintenance requirements. If cost and production were not factors we would just comply with all the requirements and have perfectly maintained equipment. The facilities were not built so we can maintain them they are built to produce the only product our society seems to value, money.
Organizations must have a clear understanding of the maintenance program requirements. The base level of understanding is the work required to manage the day to day operation of the plant. This level should be enhanced by clearly identified work. This involves some variation of failure modes effects analysis; strong work identification methodology application identifies the required work. The better understanding of the work an organization has the easier it is to drive the correct selections of strategies that will align the work with the expectations. Correct alignment of work is only valid if the life cycle deviations in maintenance strategies are incorporated into the plan.
This would include things like equipment selection, commissioning, failure profiling and asset renewal programs. Understanding the requirements is one input into the formula that will obtain optimum utilization. The requirements must be weighed against the cost or practicality of executing the identified work. In some cases the cost of doing the work excides the consequences of having the failure. How can we manage the requirements if we don't match the identified work to the expectations of the operation?
Here are some types of requirements that must be aligned with expectations.
Required Intervention - If there are long operational campaign expectations (high utilization) then "all downtime is bad!". Therefore stopping to fix something may be better addressed with durability, redundancy or buffering.
Scheduled Downtime- If there are limited product sales then scheduled downtime is easily addressed. In some cases the only cost is the overtime required to make up the lost production.
Execution of Strategies- If requirements and expectations are aligned as part of strategy development then the strategies will be easy to execute. If strategies are not being executed investigate the alignment and commitment.
Condition Monitoring- Can provide great inside into your assets condition but the P-F intervals should align with your windows of opportunity for maintenance. In the case of weekly production (weekend maintenance) you may only need to know of the impending failure days in advance.
Adequate Repair Time- The Tetrad principal states `with all things being equal on a job, you cannot change any one element (Quality or Time or Cost) without directly affecting at least one of the other two elements. Quality standards drive the time component; this must be considered for all critical work.
Proper Operation- If the expectation is to overload the equipment the assumption is that it is an informed decision that will result in increased return on investment. IF this is the case adjust the maintenance requirements accordingly.
Cost Effective Maintenance- Correct sizing your maintenance is the most cost effective approach, this is key to strategy alignment.
Opportunity to Repair- Optimizing the alarm/ action point should drive the point at which the asset is stopped and the QA (Quality Assurance) should determine the duration of downtime.
If maintenance requirements are the driving force the risk of equipment failure will be over mitigated. This results in excessive scheduled downtime and high maintenance costs.
Expectation Meets Requirement
So if we buy quality parts we pay less tax????
Upon completing the installation of a switch the electrician walks to the warehouse counter and orders a switch to replenish the toolbox stores. The counter person asks "why do we go through so many of these switches?" There junk they fail in about 3 months is the reply. Yes purchasing always buys the cheap junk.
Agreed, I would expect them to last longer, states the electrician. Should I tell them it is a requirement? asks the counter person.
Requirements can be changed. If a requirement is in direct conflict with an expectation then the options to change the requirement should be reviewed. Doing the work is not the only option. At times it can be the most expensive option. In facilities with a long projected life there may be capital expenditures that will be required to balance expectations and requirements.
Operations and maintenance expectations and requirements:

The alignment options vary both with the expectations and requirements, if the operating campaign is simply and eight hour, five day a week shift, the only change may be a staggered shift for maintenance. This is assuming the largest job would fit into a sixteen hour window.
If the business goals require a long duration of production with minimal shutdowns the options become more creative. Redundancy, buffer capacity, durability and increased maintainability are a few examples of the tools to alter the maintenance requirement to fit the operational expectations. A common fallacy is that we identify and costs justify the work and if its valid we do it at the expense of production or if it's not cost justified we just don't do it. We need to look deeper for the win, win scenario.
Conflicts and Resolutions
So if the expectations meet the requirements we succeed?
The counter person meets the purchasing agent and explains "The switches you purchase only last three months". That may be the case but they are very inexpensive, is the response. Upon over hearing this maintenance manager breaks in with "INEXCPENSIVE you call 2 hours down time every 3 months inexpensive!"
Operational campaign and identified work.
An amazing number of operational campaigns have no real logic behind their selections. They have been carried over for years out of habit. The one year shutdown is a common practice. Once a year we disassemble and reassemble lots of things in a fixed time span. Does equipment really work on a 365 day cycle? If the work was identified would enough of it align to a yearly interval to make this a realistic requirement? In many cases there is a life limiting component that is critical enough to warrant the shutdown, but it is seldom engineered to last one year. It may last 10 months or it may last 3 years but we do it yearly because we identify with a yearly interval. In many cases we focus on the critical asset and let the lesser units, which may require monthly intervention, eat away at our availability numbers thereby limiting our utilization. There have been multiple scenarios where organizations have changed large yearly shutdowns to monthly shift downs with a small shutdown and majorly increased availability and even reduced overall scheduled downtime.
Identified work and buffer capacity.
If there is a requirement that must be addressed is there the potential to introduce a buffer that will fit the MTTR? In some cases there are natural buffers in production lines that allow us the opportunity to execute the work within the buffer time frame. If the work cannot be done in that interval can the MTTR be improved? Can the buffer be increased? In one example a pulp mill was designed so the wood room fed the mill with chips from a silo with four hours capacity. The result of the four hour buffer was that the mill would be down if any job in the wood room required more than 4 hours. This was changed to external chip storage which resulted in a two week buffer. There was no job within the wood room that required greater than 2 weeks.
Production and redundancy.
Redundancy tends to be the overused quick answer, we just need spare units! If your organization had a complete spare plant sitting next door they would simply run the second plant and have no redundancy. Redundancy is a consideration with aligning expectations and requirements but the full cost of ownership must be calculated including design, installation, additional maintenance and operational costs.
Maintenance interval and durability.
In many scenarios increased durability is a cost effective answer. Durability (though not always) is often matched to cost. The tendency is to look at the low durability item (cheapest) and replace it with the most durable (most expensive). The correct process is to align the durability with the requirements. There is such a thing as durable enough.
Example
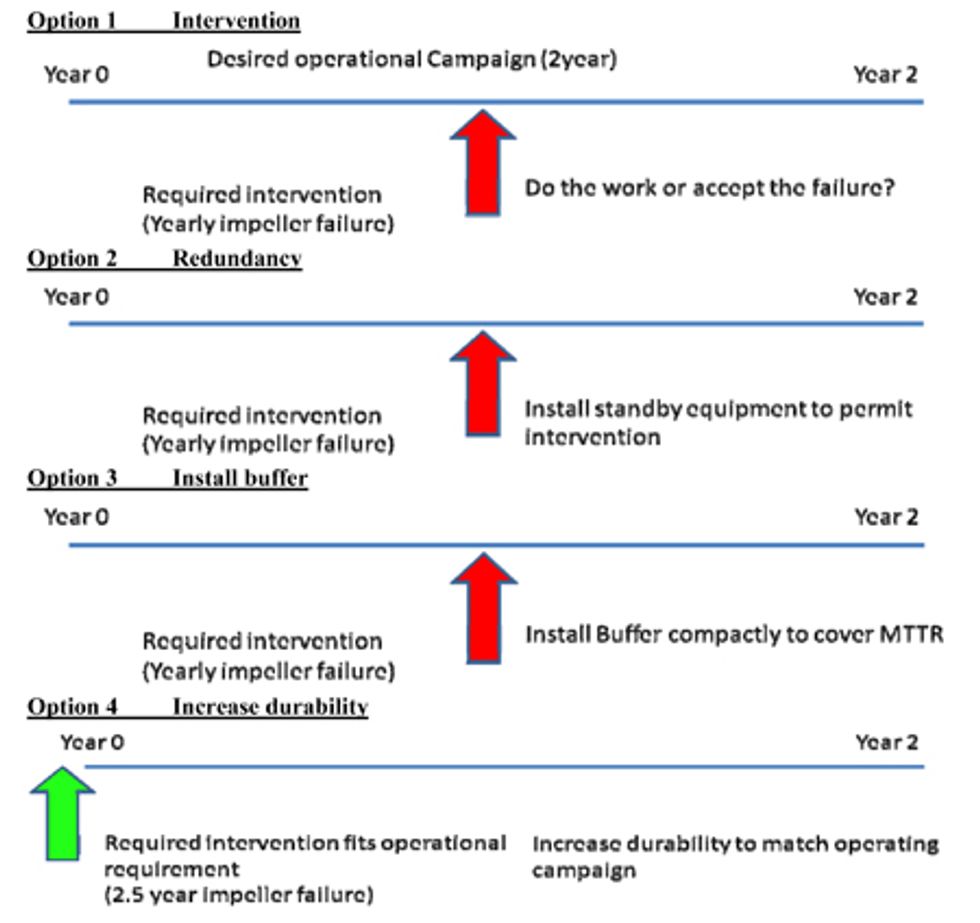
As an example let's look at a pump impeller failure. The pump impeller lasts 1 year +/- 2 months. The MTTR is two hours the operational campaign is two years and is fixed. Here are some ways to align the two year expectation with the one year requirement. The cost of downtime is 500k per hour. The costs have been simplified for this example.

This example displays four options to resolve a conflict between an expectation (two year operating campaign) and a requirement (1 year impeller life).
Simplified cost benefit table.

In this simplified example it is easy to see that an increase in durability will provide the best ROI (return on investment). The ROI is 50 to 1, if you were offered $50 for $1 how many times would you like to do this? There are solutions to all mismatches between expectations and requirements. The key learning in this paper is to think outside the box.
THERE ARE NO BOUNDERIES OUTSIDE THE BOX!
Article Submitted by, Jeff Smith, CMRP, Reliability Laboratory Ltd.