To attain reliable operation with high equipment performance and the lowest possible maintenance costs, it is essential to follow proper handling practices. This includes bearing storage, removal, cleaning, inspection and installation.
To attain reliable operation with high equipment performance and the lowest possible maintenance costs, it is essential to follow proper handling practices. This includes bearing storage, removal, cleaning, inspection and installation.
The useful life of any bearing depends to a great extent on the care and maintenance it receives. This is especially true in industrial applications, where operating conditions tend to be harsh, loads are heavy, and contamination from dirt and scale are common.
Details about specific handling and inspection processes for different types of bearings are included in those sections of this manual. This section addresses general processes and practices that apply to all anti-friction bearing designs.
Bearing storage
Bearings with special anti-corrosion coatings are available, but most bearings are not manufactured from corrosion resistant materials. When handling and storing bearings, care must be taken to ensure that they will not rust or corrode. Even a small amount of moisture or chemical left on an unprotected bearing by a glove or hand can result in a small etched area, which may initiate bearing fatigue.
New and remanufactured Timken bearings are shipped with a protective coating, are typically covered in a protective paper or other wrapping, and are shipped in a carton or crate. When receiving a new or remanufactured bearing, do not remove it from its packaging until ready to install in the application.
Do not store bearings directly on concrete floors, where water can condense and collect on the bearing. Store the bearings on a pallet or shelf, in an area where the bearings will not be subjected to high humidity or sudden and severe temperature changes that may result in condensation forming.
Always put oiled paper or, if not available, plastic sheets between rollers and cup races of tapered roller bearings.
Removing bearings from equipment
Each type of bearing design has a unique removal process. Regardless of the bearing type, the bearing must be removed with extreme care. If done incorrectly, you can damage the bearings, shafts or housings, requiring expensive repairs.
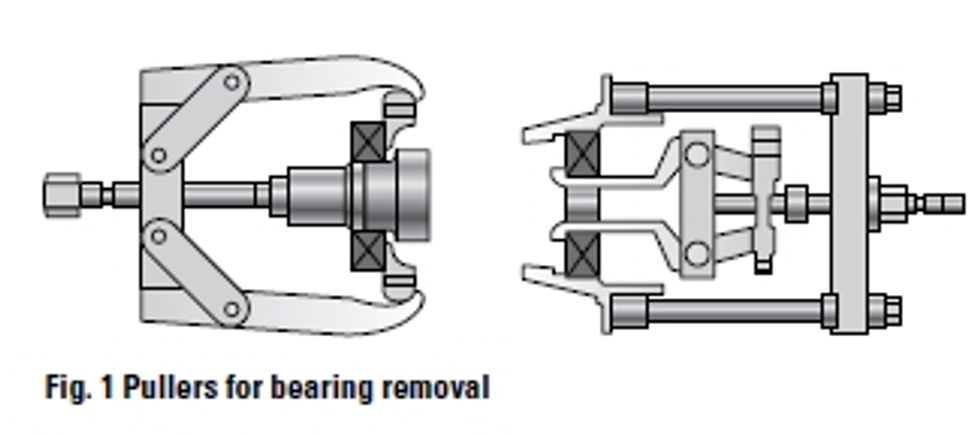
For smaller bearings, there are a variety of pullers available to assist with bearing removal (Fig. 1).

For bearings installed with a tight or press fit, or that have become locked in place on a shaft and cannot be removed with a mechanical puller, the inner ring of the bearing can be heated to ease removal. Heat lamps or other heating devices can be used. If a torch is used, it will change the properties of the bearing steel and the bearing must be discarded.

Lifting large bearings Large bearings can be lifted and moved using a variety of slings, hooks, chains and mechanical devices. Some large bearings are manufactured with tapped holes in the face of inner rings or outer rings. Eyebolts or other points of attachment can be inserted in these lifting holes (Fig. 2).
Many large bearings have threaded lifting holes in the cage ring that can be used to lift the inner ring assembly.


A clean, heavy duty nylon sling provides one of the best means of handling large bearing components because it eliminates the possibility of burring or scratching.
Regardless of what method is used to lift the bearings, use care to avoid damaging any of the bearing surfaces. Be especially cautious when lifting or moving bearings that are equipped with a cage. The cage is typically the most deformable component of the bearing and is more susceptible to damage.
Cleaning
After removing a bearing from a piece of equipment, thoroughly clean it to remove all scale, water, lubricant, debris and any other contaminants. Bearings must be cleaned thoroughly to allow for proper bearing inspection.
Smaller bearings can be cleaned in a wash tank that circulates a cleaning solution such as kerosene, mineral spirits or a commercial solvent through the bearing (Fig. 3). Use the cleaning solution to remove all lubricant and contamination, making sure that the internal rolling elements are completely clean.


Alkali cleaners, such as trisodium phosphate (TSP) mixed two or three ounces per gallon of hot water, may also be used. Hot cleaning solutions are often used as a final cleaning or rinse after the initial cleaning.
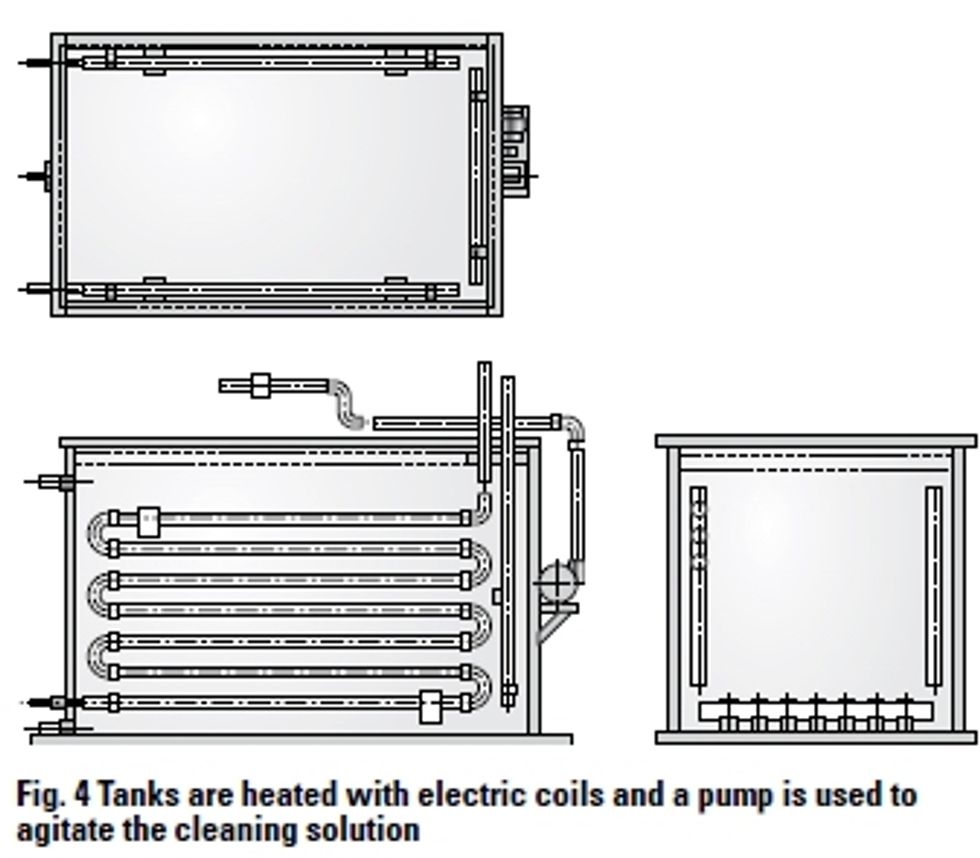
For large bearings, or to clean large numbers of bearings, special cleaning equipment such as a large tank containing appropriate cleaning solution is required. Tanks are typically heated with electrical coils, and a pump is used to agitate the cleaning solution (Fig. 4). Final cleaning is done by suspending the bearing and using a hose to flush away any contamination.
To reduce bearing contamination from other sources, all parts of the housing, shaft and gears should also be thoroughly cleaned. After the bearing has been cleaned, it can be dried with compressed air, taking care not to let the bearing spin.
After cleaning, the bearing should be carefully inspected for damage and wear. If the bearing is not going to be returned to service immediately, it should be covered with a coating of light oil to protect against rust and corrosion.

Inspection The inspection area must be clean and free from dirt and debris to avoid contaminating the bearing. Even a small piece of debris that enters a bearing can create a point of high stress that could lead to spalling and early fatigue.
When a piece of equipment is taken out of service for routine inspection or maintenance, take the opportunity to also inspect and measure the bearings to ensure that they are still within tolerance specifications for the application. In some applications, the expected bearing life may be the limiting factor in the equipment maintenance schedule.
The schedule for equipment tear downs for bearing inspection will vary depending on operating conditions. Consult your equipment maker for the appropriate inspection schedule.
Between equipment tear downs where full bearing inspections are conducted, you should conduct routine inspections to ensure that bearings are operating normally and have proper lubrication. To reduce the need for these inspections, and to more closely monitor bearing and equipment health, Timken condition monitoring systems are available that sense the vibration and temperature in bearings.
The inspection area must be clean and free from dirt and debris to avoid contaminating the bearing. Even a small piece of debris that enters a bearing can create a point of high stress that could lead to spalling and early fatigue.

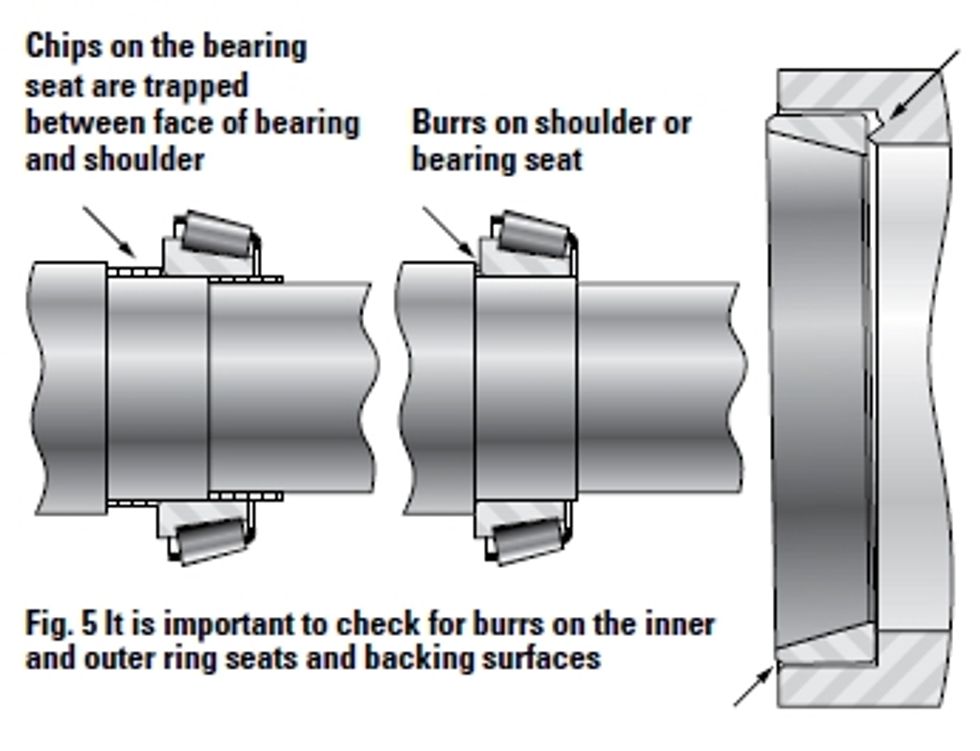
In addition to examining the bearing, a full inspection should include the housing and shaft. Check for burrs or metal chips on the inner and outer ring seats and backing surfaces (Fig. 5). Burrs or chips can be removed by scraping or filing the damaged surfaces.
Inspect the shaft for proper size, roundness, burrs or other damage. A 12-point check of the shaft with a micrometer is suggested. If there is evidence of shaft or housing wear, it should be checked against original equipment manufacturer’s specifications.

Damaged bearings
Despite taking proper precautions, bearings may become damaged either through improper storage and handling or through normal wear in use. Bearings that have been damaged or are no longer within specifications may still be returned to service after repair or refurbishment. Some bearings can be refurbished more than once. Eventually all bearings will sustain sufficient wear or damage and will have to be replaced.
If a bearing is damaged or worn beyond repair sooner than expected, do not discard it. The nature of the damage can provide valuable clues that can help analyze and identify possible causes, leading to corrective actions that will help ensure longer bearing life in the replacement bearing.
Bearing repair
Small areas of damage on bearing races, and on the contact surface of the rolling elements, can sometimes be repaired by grinding out the loose metal. Any raised or rough areas should be smoothed flat with grinding and polishing tools.
Light rust or corrosion should be removed with emery paper (240 – 320 # grit). As much of the damage should be removed as possible to prevent it from contaminating the bearing when it is returned to service.
Installation
Do not remove the bearing from its packaging until you are ready to mount it. The packaging provides protection from contamination.
When installing a new bearing, do not remove the lubricant or preservative applied by the manufacturer. The preservatives used on almost all bearings are fully compatible with commonly used oils and other lubricants. Leaving it in place will protect the bearing from fingerprints and corrosion.
Bearings should be installed in a clean environment, free from dust, debris, moisture and other contaminants. When installing a bearing in the field, make an effort to ensure a clean work area. Use protective screens around the work area, and provide a clean resting surface for the bearing and other components until they can be installed.
Before beginning the installation, plan your work. Be certain that you have the correct replacement bearing and necessary additional components. Also determine what tools will be required, including adjustment tools if appropriate, and have them on hand. Finally, if the bearing needs to be lubricated as part of the installation process, have the appropriate lubricants and tools available. Planning your work will enable you to perform the installation more quickly with few delays, shortening the amount of time the bearing is out of the equipment and exposed to contamination and possible handling damage.

Thoroughly clean all machine components near where the bearing will be installed, giving special attention to the mounting surfaces and housings. Housings should be cleaned, including blowing out the oil holes. If the equipment has blind holes where air is ineffective, use a magnetic rod to remove metal chips that might have become lodged there during machining or maintenance.
Shaft surfaces that will support and contact the bearing must be clean and free from nicks or burrs. Shaft shoulders and spacer rings contacting the bearing should be square with the shaft axis. The shaft fillet must be small enough to clear the radius of the bearing.
Do not install bearings in a damaged or worn housing, or on a damaged or worn shaft. Inner and outer ring seat damage should be repaired by using properly fitted sleeves. Shafts can be built up by metal spray and machined to the correct size. If there is not a press fit on the shaft, a weld overlay and re-grind process is recommended to bring the shaft back to specification.
Heating bearings
In applications that require a tight fit of the inner ring on the shaft, it can be easier to install the bearing if it is first heated to expand slightly.
For applications that require a tight fit of the outer ring in a housing, it may also be possible to heat the housing to expand it, allowing the bearing to install more easily. Small bearings can be heated using several methods. They can be heated in a pan or metal container filled with oil (Fig. 6). A screen or platform should be used to keep the bearing from resting on the bottom of the pan where heat is applied.

A heat lamp can also be used to heat rings, and the temperature regulated by adjusting the distance from the light to the ring.
The fastest method of safely heating bearings is an induction heater (Fig. 7). Induction heaters work very quickly. Take care to avoid heating the bearing to temperatures higher than 120ºC (250ºF).
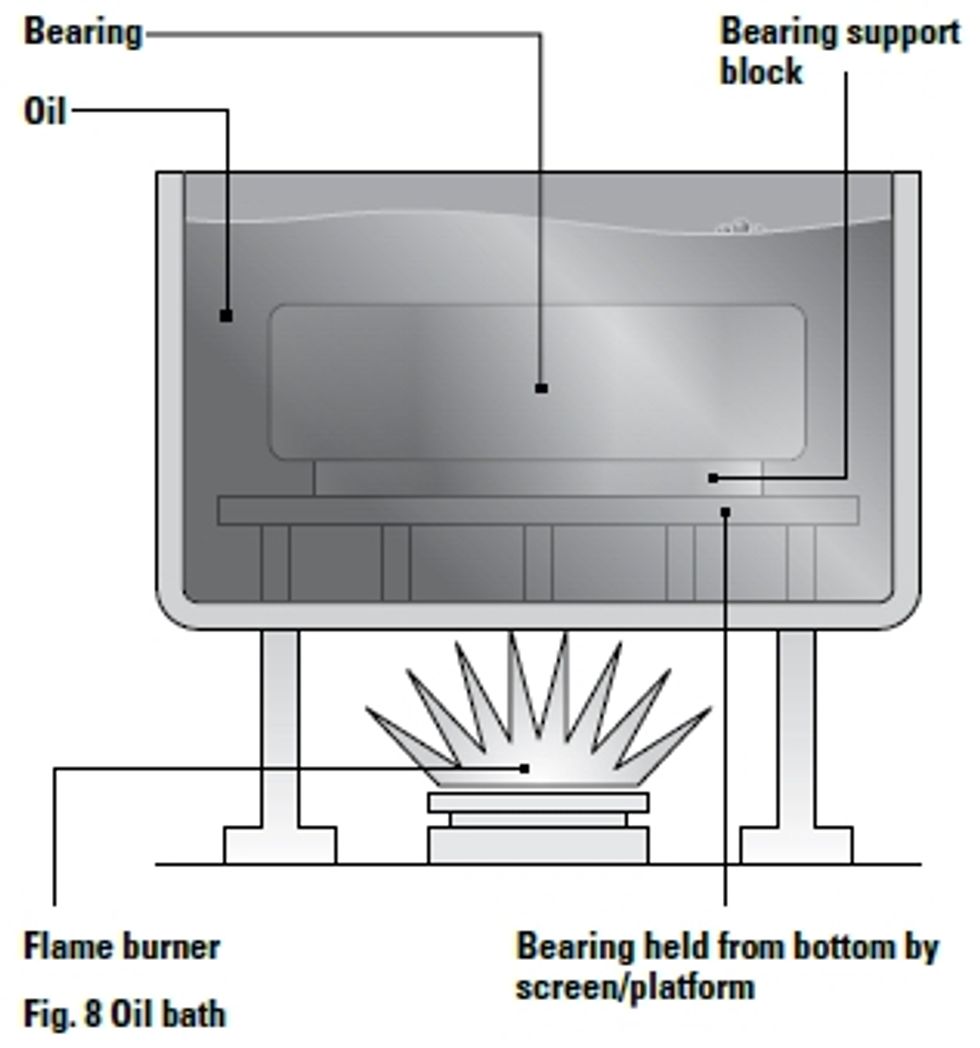
For larger bearings, you may need to use an oil bath to heat the bearing (Fig. 8). Maximum temperature of the oil bath should not exceed 120ºC (250ºF). The bearing should be positioned in the center of the tank, and allowed to heat long enough to fully expand. Do not allow the bearing to come in direct contact with the heat source.


Keep the bearings away from any localized high-heat source that may raise the bearing temperature too high, resulting in race hardness reduction.
When heating bearings, be sure that they have enough time to fully heat. Bearings typically require 20 to 30 minutes of soak time per inch of inner-ring cross section to fully heat in an oil tank.
While the bearing is still warm, remove it from the heater or tank and place it on the shaft. Slide the bearing up the shaft until it squarely contacts the shaft shoulder. Then install the locknut/ washer or clamping plate to prevent the bearing from backing off the shoulder while cooling. As the bearing cools, the locknut or clamping plate should be tightened.
Thermal growth of components can be calculated using the formula:

Temperature guidelines for heating or cooling rolling element bearings for installation
These maximum and minimum temperatures, as well as maximum time-at-temperature limits, have been established to prevent metallurgical transformation of steel components, and potential, detrimental physical changes in seals or non-metallic components. During the manufacturing process, bearing rings and rolling elements are heat treated to define the strength, hardness and dimensional stability for proper operation. Heating or cooling bearings or bearing components beyond these limits may affect performance.
These suggestions are merely guidelines and, as new data is developed, the values as shown may change.
NOTE:
Always use protective safety equipment and clothing when handling parts that have been heated or cooled.
Never heat a bearing with a torch, as localized heating will irreparably damage bearing components.
Never rapidly heat or freeze a bearing or bearing component.
Only use approved equipment, methods and controls to achieve desired temperature.
Always follow OEM instructions to ensure bearings and rings are properly positioned after heating or cooling.
Heating
Standard class bearings or rings (with metallic cages
and without seals):
•• Include Class 2, 4, 7, K, N, ABEC-1 and ABEC-3
•• 93°C (200°F) - 24 Hours
•• 121°C (250°F) - 8 Hours
Precision bearings or rings (with non-metallic cages
and polymer or elastomer seals):
•• Special considerations may apply for phenolic cages or special
fluorocarbon lip seals.
•• Include Class 3, 0, 00, 000, C, B, A, AA, ABEC 5 and 7
Precision and superprecision class bearings and rings
(any)
•• 66°C (150°F) - 24 Hours
Request your own copy of the complete Industrial Bearing Maintenance Manual download from the Timken Company