Introduction:
In popular terms it has been said that machines "talk" and through their sounds and vibrations, one can listen to their complaints and diagnose their ailments. Vibration based condition monitoring is the process in which the machine components are regularly checked and the condition i.e., whether it is healthy or faulty, is checked on the basis of vibration signals got from the machine components. Vibration monitoring can be broadly carried out at three levels [1]:
1. Overall vibration level measurement, to detect that a problem exists.
2. Spectral or frequency analysis, to locate where the problem is in the machine.
3. Special techniques, which can indicate what the problem is at a more detailed level
The raw data from a vibration transducer mounted on a test structure is obtained in time domain. The vibration signal in time domain is useful to the extent of finding out the overall vibration level. The overall vibration level may not exactly indicate the impending defect that is growing in the system. The frequency that is responsible for a particular defect is to be identified rather than the overall vibratory level. For this the vibratory signal in time domain is to be converted to frequency domain using Fast Fourier Transforms and the vibration analyzers (FFT Analyzers) do this job [2]. Special analysis techniques like envelope spectrum analysis, cepstrum analysis, spike energy method, shock pulse method, waterfall diagram etc., are used when the spectrum analysis does not give much information about the defect, or when the technique suits the system to be monitored than spectrum analysis. This conventional vibration monitoring process is time consuming and it involves expensive instrumentation, accurate and repetitive measurements to be made and need an expert to interpret the measurements to the developing problem in the machine. Thus, if the absolute or overall vibration level is standardized then it makes vibration based condition monitoring program simple and effective than the conventional one. Hence the objective of the present study is to give an indication that, overall or absolute vibration level can be an alternative to frequency or spectrum analysis.
Background and Scope of Work:
Till today there are no standards available for determining the acceptable vibration level for machine tool spindles. However there are some standards, which gives an indication of machinery health based on overall vibration level like ISO 2372, VDI 2056/1964, BS 4675, Indian Standards 4729, ISO 2373, ISO 3945, VDI 2059, IRD Mechanalysis Standard, Canadian Government specification and so on. The salient features of all these standards are as described in the Table 1.
Table1. Salient Features of available Vibration Standards for Assessing the Machinery Health based on Overall Vibration Level

All the above standards specify the acceptable vibration level for general purpose machineries like electric motors, pumps, generators, turbines, blowers, fans etc. Further these standards can only [5] be used as a guideline because they are based upon wide range of machines and cannot be expected to be accurate for every particular machine and its operating conditions. None of these gives acceptable vibration standards for machine tools. The present study is focused on specifying acceptable vibration levels for precision machine tools. Here an attempt has been made to establish vibration level under normal conditions and also to specify the vibration level due to problems like unbalance or bearing damage for machine tool spindles. This can be used as direct tool for machinery health monitoring and will be an alternative to spectral analysis and other special analysis techniques.
Data Segregation and Analysis Methodology:
The study of vibration level involves segregation of the collected data and analysis of the segregated data.
1. Data segregation methodology:
The noise and vibration laboratory of Central Manufacturing Technology Institute (CMTI) has a very large database of RMS vibration velocity values and frequency spectrum data, collected during their condition monitoring program of machine tools at various industries. The database of vibration of machine tools available includes vibration velocity in four frequency bands measured over a period of 3-4 years and they are chosen for the study. These bands are obtained from the spectral data of 10Hz to10 kHz bandwidth (as it is observed that, most of the machine tool vibrations are within this frequency range). These bands are: 10Hz- 1 kHz (RMS 1-1st Band), 1-3 kHz (RMS 2-2nd Band), 3-5 kHz (RMS 3-3rd Band), 5-10 kHz (RMS 4-4th Band) and overall vibration velocity (10Hz-10 kHz). The overall vibration level data to be studied is chosen from the database and segregated based on:
1. The machine type
2. The operating speed range of spindles
3. Particular make or model of the machine
Data analysis methodolog:
The vibration data for defining the normal vibration level and damage factor due to unbalance and bearing damage is analyzed as explained below:
1. First, the vibration level data for healthy machines having no abnormalities for a particular type is taken from the database and the average vibration velocity value in all the four bands (i.e. average RMS 1, RMS 2, RMS 3 and RMS 4) and the overall velocity value are calculated.
2. Then the vibration level data of machines having problems like unbalance in spindle, bearing damage etc for each type of machine is studied by calculating the relative change in vibration level (Ratio of the increased vibration level caused due to a problem to the normal vibration level) i.e. the factor by which the normal vibration value increases due to the bearing damage or unbalance in the spindle is determined. This factor is defined as the damage factor (DF).
The machine tools considered for the study are precision machine tools. It is presumed that other problems, which influence the machine tool vibrations such as looseness, misalignment etc., are not there as these problems seldom occur in machine tools. Hence the most common problems encountered in precision machine tools are either unbalance or bearing damage. So the study is focused on deriving the damage factors due to unbalance and bearing damage only for machine tool spindles. Machine tools with direct belt drive from the motor to spindle are considered for the study and hence applicable to such system only.
The same procedure is used to establish the normal vibration level and the increased vibration level caused due to a problem, for all the machine tools considered for the study.
Results and Discussion:
From the study of absolute vibration level, the normal vibration level and damage factors, in general for all machine tool spindles, is defined and are tabulated in the Table 2. From the study of overall vibration level data, the normal vibration level for different categories of machine tool spindles is also derived. The normal vibration levels in different frequency bandwidth and the damage factors due to unbalance and bearing damage are also defined for these machine tool spindles and the results are depicted in the Table 3.


An illustration is shown below by a comparative study of vibration spectra and the damage factor graph to indicate that; the overall vibration level can be an alternative to spectral analysis.

Fig. 1(a) Comparative vibration spectra when there is an unbalance in spindle

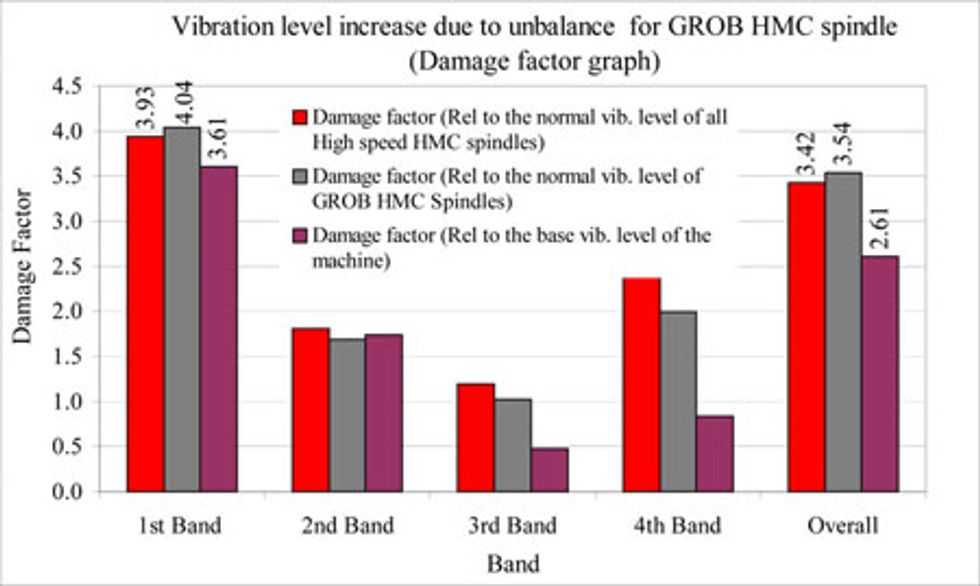
Fig. 1 (b) Damage factor graph for unbalance
A comparative vibration spectrum is given in the Fig. 1(a). Form the spectrum it is clear that, the unbalance causes the increase in the vibrations in low frequency regions (10Hz to 1 kHz) and the same is represented in the damage factor graph [as shown in Fig. 1(b)] plotted using the overall vibration level.

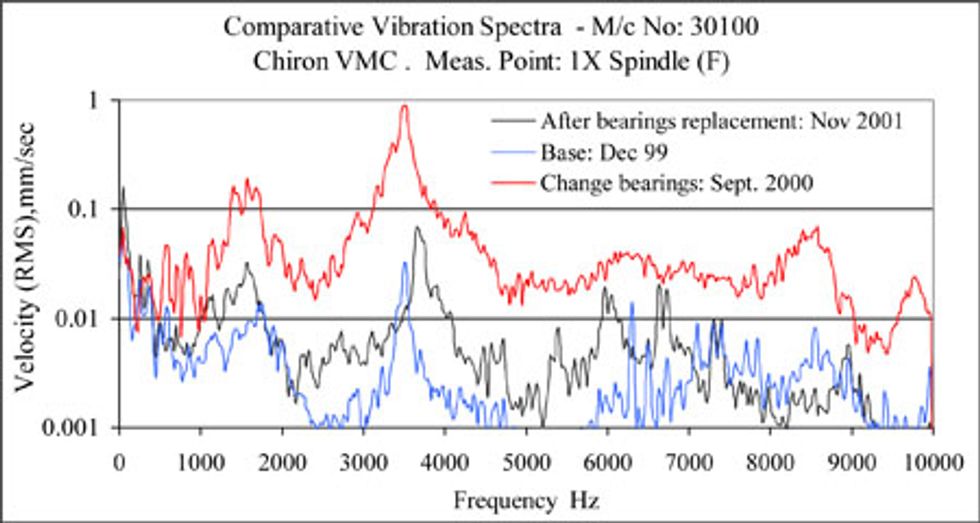
Fig. 2(a) Comparative vibration spectra when there is a bearing damage

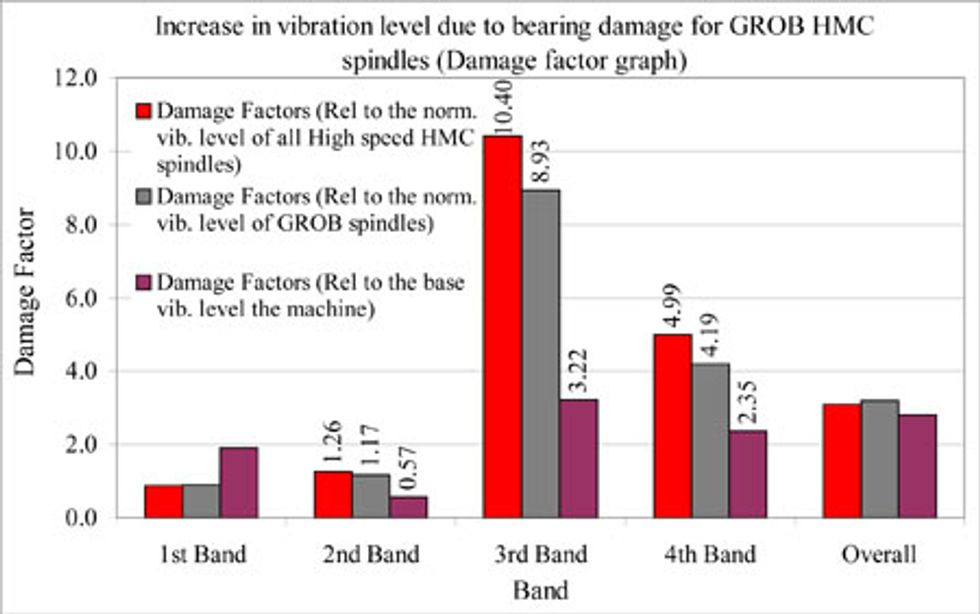
Fig. 2 (b) Damage factor graph for bearing damage
A comparative vibration spectrum is given in the Fig. 2(a). From the spectrum it is clear that, the bearing damage causes the increase in the vibrations in high frequency regions (above 1kHz) and the same is represented in the damage factor graph [as shown in Fig. 2.(b)] plotted using the overall vibration level. Therefore the overall standardized vibration level can be a valuable tool for machine health monitoring without having to go for spectrum evaluation.
Conclusions:
The Vibration standards estimated from the study for different machine tool spindles are given in Table 2 and 3. These standards can be used to monitor the overall health of machine tool spindles. After fixing the vibration standards for different types of machine tool spindles can be used as benchmark for the vibration severity of other similar machines. The damage factors obtained for different categories of machines also helps in assessing the health of machines without going for detailed spectral analysis.
Future Scope:
1. The damage factors obtained from this study could be integrated in software associated with traditional data collectors for on-line monitoring. This probably eliminates the need of an expert and simplifies the vibration monitoring program, and thus helps in eliminating the costly instrumentation required for spectrum evaluation and the time required for the analysis.
2. The results can be used to fix Alert, Alarm and Trip vibration levels for a particular machine type, for developing, online-condition monitoring system, which continuously monitors the machinery health.
The present study is the first step taken towards establishing acceptable vibration level for machine tool spindles, which can be used as an alternative to frequency or spectrum evaluation for assessing the machinery health. The study can be extended for a longer period of service to enhance the reliability of the standardized absolute vibration level and damage factors for different machine tool spindles.
References:
1. B. J. Woodley, Machine Condition Monitoring-Sources of Equipment and Services.
2. J. S. Rao and K. Gupta, Introductory Course on Theory and Practice of Mechanical Vibrations, 2nd Edition, New Age International (P) Ltd, Publishers, pp. 459.
3. R. Keith Mobley, An Introduction to Predictive Maintenance, Plant Engineering Series, Van Nostrand Reinhold, New York, pp.148, 1990.
4. M. P. Srivastava, IRD Mechanalysis, Vibration Monitoring for Predictive Maintenance, Purchase, August 1993.
5. B. C. Nakra, G. S. Yadava and L. Thuestad, Vibration Measurement and Analysis, National Productivity Council, New Delhi, pp. 54-60, 1989.
6. J. S. Rao, Vibratory Condition Monitoring of Machines, Narosa Publishing House, pp. 354-356, 2000.
7. B. K. N. Rao, Handbook of Condition Monitoring, 1st edition, Elsevier Advanced technology, UK, pp.76, 1996.
8. B. R. Satyan and H. N. Nagarajan, Predictive Maintenance through Vibration Monitoring, Technical article, Noise and Vibration Laboratory, CMTI, 1988.
9. Mechanical Vibration of Machines with Operating Speeds from 10 to 200 rev/sec.- Basis for Specifying Evaluation Standards, ISO 2372, 1974.
10. Vibration Limits for Maintenance, Canadian Government Specification, CDA/MS/NVSH/ 107.
Proceedings of VETOMAC-2, 16-18 December, 2002
Kumaraswamy. S., Rakesh. J and Amol Kumar Nalavade
Final year B.E., Department of Mechanical Engineering Dr.Ambedkar Institute of Technology, Bangalore - 560 056
Email: er_skumar@rediffmail.com rak_rn@rediffmail.com er_amol@rediffmail.com
S. K. M. Rao and Prakash Vinod
RTE, Noise and Vibration Laboratory Central Manufacturing Technology Institute Tumkur Road, Bangalore - 560 022 Email: skm_rao@rediffmail.com pvinod321@yahoo.com
S. K. M. Rao and Prakash Vinod
RTE, Noise and Vibration Laboratory Central Manufacturing Technology Institute Tumkur Road, Bangalore - 560 022 Email: skm_rao@rediffmail.com pvinod321@yahoo.com