An inspection of the fan, base and foundation was conducted, as well as collection of vibration data for an operational deflection shape (ODS) model. The test results identified a resonance of the fan pedestal and frame caused by an inadequate number of anchor bolts and deteriorated grout. Installation of additional structural elements and anchor bolts along with grout repair reduced vibration 85 percent. This article describes the analysis process, findings and modifications.
Background
The fan was an AMCA Arrangement #9, see Figures 1 and 2. The fan and motor were mounted on a six-inch channel frame that was grouted using cementitious grout and anchor bolted to a concrete base. Vibration levels at the fan bearing housings, especially in the axial direction, were a concern. The axial vibration levels were high, but slightly different on each bearing. Both axial readings were in phase at running speed as determined by cross-channel phase readings. This vibration pattern is not typical for a belt drive. Most vibration was at the fan shaft rotational frequency. There was concern expressed about possible thrust loading generated by the fan and the potential effect on bearing life reduction.

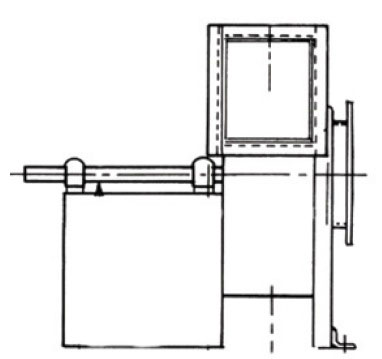
Figure 1

Figure 2
Inspection and Data Collection
The approach typically used when investigating high vibration of a machine or structure is:
- Perform a visual inspection of the machine foundation, frame or sole plates, the machine itself, attached piping, duct work, etc.;
- Review process conditions, if available;
- Review the fan curves and operating point, if available. NOTE: The fan curves and operating point were not readily available for this unit.
The initial inspection of the fan identified movement between the fan frame and the concrete base. No loose bolting was found. Since the fan base was relatively tall, it would tend to be more responsive to the forces generated by unbalance of the overhung fan wheel, sheave run-out and belt vibration. These cyclic loads would be transferred from the bearings and bearing housings to the bearing support plate, the fan pedestal to the frame and then to the anchor bolts in the concrete. Secure attachment of the frame to the concrete and full support of the frame on the grout was important to prevent excessive frame flexure. As shown in the composite photo in Figure 3, there were only two anchor bolts clamping the frame to the concrete near the fan base. It was noted that the anchor bolts were not located close enough to the fan base to effectively restrain the frame and prevent flexure.

Figure 3
After the visual inspection, vibration data was measured on the motor bearing housings, the fan bearing housings and the frame. No bearing defect frequencies were present and belt vibration was very low amplitude. The primary frequency of vibration was the fan running speed as shown by the data in Figure 4. The trend of overall vibration level showed large variations in amplitude, with an excursion to 0.975 in/sec pk. (see trend plot in Figure 4.) The time waveform showed sinusoidal motion. It was concluded that the most likely source of the forcing vibration was fan unbalance. However, the relative flexibility of the frame, lack of adequate number of hold-down bolts and deteriorated grout would allow significant vibration response of the fan base and the supporting frame even at low unbalance force levels.

Figure 4
An ODS model would clearly show the movement of the machine's components and also the expected flexure of the frame and the relative movement of the frame to the concrete. Movement of the bearing housings or flexure at the bearing support plate, if any, would be displayed in the ODS animations. Data for the ODS model was measured on the motor, frame, bearing housings and fan base. The 3-D model, shown in Figure 5, was developed in ME'scopeVES. Substructures for the motor, bearing housings, base plate and pedestal, channel frame and concrete were used to develop the model. Crosschannel transmissibility data was then measured using a two-channel CSI 2120 at each degree of freedom (DOF) and imported to ME'scopeVES.

Figure 5
Findings
- Vibration data on the fan bearing housings indicated that most vibration was occurring at one times the fan rotational frequency in the axial direction.
- A bubble of energy at the base of the run speed frequency in the spectrum suggested structural resonance.
- The ODS model showed that the vibratory motion of the fan bearing pedestal and base was rocking in the axial and vertical directions, Figures 6 and 7.
- The channel frame at the sheave end of the fan base was loose at the grout and flexing vertically.
- Only three anchor bolts were installed in the channel frame side rail member. There were two anchor bolts near the fan base on the belt side as seen in Figure 3.
- No looseness of the fan bearing housings to the base plate or flexure of the bearing support plate were indicated by the ODS animations.

Figure 6

Figure 7
Recommendations
The following recommendations were made to management to correct the identified problems:
- During the next fan shutdown, collect vibration 1X and phase data during coast down at both fan bearing housings in axial, horizontal and vertical. Analyze these data for indication of resonance.
- After shutdown, perform impact tests at the fan bearing housings in axial, radial and vertical directions. Analyze these data for indications of resonance near operating speed.
- Review process historical data for fan gas temperature and inlet guide vane settings, if available, to determine if vibration levels are related to changes in gas density or flow rate.
- Chip grout from beneath the channel frame at the sheave end of the fan base.
- Replace any carbon steel shims found between the concrete base and channel frame with stainless steel shims.
- Install additional anchor bolts to secure the fan base and channel frame to the concrete. One method would use Hilti brand two component adhesive anchor bolts (or similar) in the concrete. Anchor bolts should be tightened to securely clamp the fan base and channel frame to the shims and concrete base, then replace the cementitious grout. Care should be taken to avoid changing the position of the channel, which could possibly change alignment of the fan shaft to the mechanical air seal.
Follow-up
During shutdown of the fan, vibration data was collected using a CSI 2120 two channel analyzer. Normal fan speed was 2247 RPM. The amplitude and phase lag versus rpm plot is shown in Figure 8. The rapid vibration reduction and phase lag angle change from 0.50 to 0.10 in/sec pk with 65 degrees phase lag angle change for the speed range 2247 to 1900 RPM confirmed the presence of a structural resonance.

Figure 8
Fabricated structural members were welded to the fan frame and additional anchor bolts installed in the concrete. Stainless shims and grout were used as shown in Figures 9 through 12.
After the modifications, axial vibration at the fan inboard bearing was reduced 85 percent. As shown in Figure 13, the vibration had remained low for over two years.

Figure 9

Figure 10

Figure 11
Figure 12

Figure 13
Conclusions
- The installation of the fan on the concrete was probably per the OEM guidelines, but there was not an adequate number of anchor bolts.
- The ODS model was useful to show how the fan base and frame were moving and clearly communicated the problem to management. The ODS also showed that the bearing support plate and pedestal were not flexing.
- The repairs were effective in more securely attaching the fan frame to the concrete pad as evidenced by the dramatic reduction of the vibration amplitude.
- The fan had continued in operation for over two years after repairs with stable vibration levels.

