Most of North America is unaware of the principles of reliability. During two speaking presentations to groups of maintenance reliability professionals, the six failure patterns shown in Figure 1 were drawn and the audience was asked if they had ever seen them before. On both occasions, only half of the audience members raised their hands. The half that had never seen the failure patterns before were stunned to learn that most assets fail randomly with respect to time. If these leaders of North American manufacturing and reliability do not understand the basic principles of reliability, how can they hope to sustain improvements? It can be summed up this way: Most leaders within North American industry today do not understand, or even know about, these principles of reliability, how the principles were derived and how to implement them into a strategic plan. Most of North America's industrial leadership is ignorant of what is required to achieve meaningful reliable asset performance.

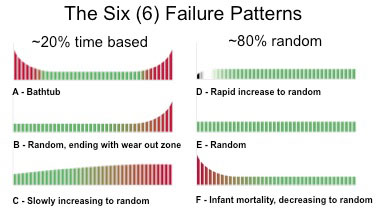
Figure 1: The six failure patterns
THE BASIC PRINCIPLES OF RELIABILITY ARE THESE:
- Eighty percent (±) of all equipment failures occur randomly with respect to time.
- Indications of pending functional failure (the failed states) follow a predictable degradation curve known as the P-F interval.
- The human senses are capable of detecting 80 percent (±) of failed states.
- Those working closest to a problem are the best equipped to solve the problem.
- There is no need for the collection of data first to achieve asset reliability.
- There must be an understanding of the meaning of failure consequences (safety, environmental, operational and non-operational). Further, there must be an understanding that 30 percent of the failure consequences occur hidden under normal operating conditions.
- Risk is inherent in everything we do.
- Assets can only perform as well as they are designed, installed, operated and maintained.
- Failure mode identification must be categorized into three categories:
- Suddenly,
- Over a period of time,
- Hidden.
So what would motivate our industrial leadership to learn and embrace these principles and a new paradigm? First, what motivates them in general needs to be answered. Based on firsthand experience, most of industrial leadership is motivated by results, tangible, measurable results. The problem is, you are measuring for the sake of reporting so you can document that you are doing something. Even if that something is not really benefiting the organization in any real way. Far too often, leadership from the top begins to apply pressure to an organization to improve and, as part of that pressure, demands that the results be measured and communicated back to them. This, then, drives management at the next hierarchical levels and below to begin to look for solutions that are what they believe to be measurable and beneficial. The assessment of whether an endeavor is beneficial is often only explored on the surface by asking the question, “Does the endeavor sound like a good idea?” More importantly, the measure of whether or not something is beneficial may simply boil down to asking the next question, “Is anyone else doing it?” What this gives management is cover. Management is measuring results that can be reported and even if real improvements are not achieved, they can say that everyone else is doing it so how can it be wrong.
You can see evidence of this tangible and beneficial belief system by listening to the folks in your plants, or when visiting other locations. The first clue is when you hear someone say, “We’ve tried this before and it finally went away.” This means the effort was not sustained. To be sure, the effort was measured and advocated by management as beneficial, but if it did not sustain itself, the most likely reason is because it was not truly beneficial. The second indication is when you ask management to tell you about the efforts they have underway and they immediately point to some key performance indicators (KPIs). KPIs are great, but when management points to them first or second, it is probably because the KPI is the focus and not true improvement. For your money, you want to talk to the folks who are turning valves and wrenches. These are the people who know what efforts are truly beneficial.
Here are some examples of these tangible, yet beneficially questionable endeavors, and there are many more than just these:
- Planning and Scheduling - For decades, employees have been trained and retrained on how to plan and schedule work. Rare is a mature organization that is unable to adequately plan and schedule its work. Granted, there is often infighting between maintenance and operations about what work needs to be planned and scheduled, but the knowledge of how to plan and schedule is there. The reason this infighting exists is because there is no universal understanding of what maintenance's function is and, in many cases, neither department understands the principles of reliability. This is what causes the infighting and drives management to mistakenly believe that planning and scheduling training is the solution. You can plan and schedule work until all the sacred cows come home, but if the decision makers do not understand the principles of reliability and are not aligned to follow them, you will just get a lot of good planning and scheduling of work that is not worth doing.
- Criticality Analysis - This is another favorite because it is tangible and it must be beneficial since everyone is doing it. The truth is, unless you are a greenfield plant, or you have a high degree of employee turnover, formal criticality analysis is not necessary. Salaried and hourly workers alike know the criticality of the equipment. They do not need a detailed procedure to tell them that one particular pump is more critical to the operation than another; they know. If you don't believe this, then go ask them. You'll be surprised at how much they do know. So why do criticality analysis? Two reasons:
- It sounds good and everyone else is doing it, so it must be beneficial.
- To try and stop the infighting between maintenance and operation during planning and scheduling. But does it work with lasting affects? Experience shows it does not because maintenance and operations are fighting over unfounded and/or emotional ideas.
If your organization understands the principles of reliability and will listen to the workforce, criticality analysis becomes a moot point. But with anything, there are exceptions: If an organization does not have or has lost its institutional knowledge about which assets are more critical to the operation than others, then criticality analysis may be warranted to determine which assets need reliability efforts. Criticality is also often used incorrectly to determine how often maintenance is performed, as in, "we do maintenance more often because that piece of equipment is critical." Criticality does not determine how often to perform maintenance. Criticality should be used to determine whether to consider maintenance at all. The six failure patterns, life and P-F curve (failure characteristics) determine the type and frequency of maintenance and not the equipment criticality.
- Root Cause Failure Analysis (RCFA) - Many hours are wasted each year in North American industry in pursuit of a single or even the top four or five likely root causes. Like criticality analysis and planning and scheduling training, this is a subject that industry likes to focus on because it is easily taught and measured, and everyone else is doing it. Probably most everyone reading this article can tell of RCFAs that lasted over a protracted period with little or no results. Most likely, the lack of a result was due to the fact that the principles of reliability were not understood at the beginning. For the best results, RCFA should be a replaced by comprehensive failure mode and effects analysis (FMEA) that looks at operating contexts, function, functional failure, failure modes and failure effects, and is followed by action plan development. Why waste your time finding just one root cause of failure in a RCFA, when in the same amount of time, you can find all the failure modes with a FMEA and develop pro-active tasks to inspect for those failure modes?.
On the surface, this subject will strike a raw nerve with a lot of folks, but ask yourself these questions:
- How many years have you've been doing this type work?
- How many times have you trained your teams to do this type of work?
- How many times have you done this type of work and training repeatedly in the same facilities?
The answers are decades, decades and several times over. So why would you continue to do this type of work when you know it did not achieve a lasting, sustainable result in the past? The answer must be because you don't know of anything better to try. The truth is, you do have something better. Spend your time and efforts understanding the principles of reliability and teaching these principles within your organization. You must educate everyone from the shop floor to the CEO boardroom on these principles. The principles are the foundation to asset reliability.
So what is needed to motivate your industrial leadership to learn and embrace these principles and new paradigm? For those who are seasoned to an organization or industry, the need for a compelling reason to change is required to motivate action. A little pressure from the competition or a need to improve performance, like safety, environmental, quality, or productivity, always helps. For those new to an organization or industry, a compelling reason is not required. They only need an explanation of the methodology, taught in a manner in which they can grasp, apply and see real results.
It is critical to understand that reliability principles set up the cultural aspects of how an organization should view reliability. Culture is a shared system of beliefs that an organization uses to solve its problems. This system of beliefs has worked well enough in the past to be taught to others as the correct way to think and act. The principles of reliability set out a new paradigm of reliability, a new way to think and act. Adoption of these principles is not easy, but the steps are basic.
The first step is learning the nine principles and then teaching them to others. Once the nine principles are understood, the organization must commit to the proposition that the principles of reliability shall govern the way an organization makes its decision about asset management. When questions arise, the organization should look to these principles to solve its problems and improve asset performance. Far too often, organizations fall into the trap of tactile application of reliability elements, rather than embracing a strategic approach utilizing the principles of reliability.
Organizations are often tempted to focus on an element of reliability, such as planning and scheduling, equipment history, predictive tools and many others, rather than focusing keen attention to the principles of reliability. It is the tactile application of these elements without a strategic understanding of the principles that has lead the industry to the endless reliability cycle of despair. The principles of reliability are foundational to all the elements of reliability.
Another way to look at this concept is with the Model of Manufacturing Excellence, shown in Figure 2. The model sets out the nine principles of reliability at the foundation, with the four pillars of manufacturing (safety, environmental, quality and productivity) atop them and the tactile elements of reliability atop the four pillars. Woven among the architecture is the concept that every decision must satisfy three primary stakeholders: the employee, the shareholder and the customer. You can add others to the stakeholder's list, such as the community, but it can be argued that a disgruntled community where the employees live will displease shareholders and drive away customers. Therefore, the model sets out the framework of meeting the triple bottom line.

Figure 2: Model of manufacturing excellence
In Part 1, the article ended with this closing paragraph, which is also appropriate to conclude Part 2.
Our task is to educate ourselves on what the principles of reliability are and then we must educate everyone else. The work begun by Nowlan and Heap and carried forward by John Moubray is now in our hands. It is the duty of today’s reliability leaders to move the work through to its next phase – the education of the business and engineering professionals, as well as the trade/crafts, on these principles of reliability. Not until everyone from the shop floor to the boardroom understands these principles of reliability can the work of the next phase begin. That is, the work of establishing proactive asset management plans with lasting effects.

Jay Shellogg is a Civil Engineer with 4 years consulting engineering experience and 16 years of experience at a large pulp & paper mill. His work for the first 5 years in pulp & paer industry was as a Sr. Environmental Engineer and the last 11 years spent in maintenance as a Sr. Maintenance Engineer, then as Reliability Maintenance Superintended, and holding various other Maintenance Superintended roles. In late 2005, Jay was tasked with the project lead for budgeting and implementation of a reliability solution at his mill. Today, Jay leads a team of reliability professionals who seek to foster a better understanding of what true reliability look likes.