Con el fin de complementar los programas que ya estén funcionando, en este trabajo se va a estudiar como mediante el control de los diferentes fenómenos de la fricción a los cuales están expuestos los mecanismos de una máquina es factible disminuir los costos de operación (menos consumo de energía), costos de mantenimiento y las pérdidas de producción (disminución de los paros en la maquinaria).
La fricción presente en nuestras vidas es necesaria e imprescindible para poder llevar a cabo acciones como caminar, andar o frenar un vehículo, generar fuego, fabricar piezas en un torno o en una fresadora, etc.; pero es completamente improductiva en los elementos de una máquina, los cuales podrían fallar catastróficamente si no los lubricáramos. La fricción es tan peligrosa que aún utilizando un lubricante, si este no es el adecuado, el mecanismo, dentro de un proceso más lento también se dañaría finalmente. La fricción tal y como la conocemos hoy en día en las máquinas se puede controlar y aún reducir mediante la utilización eficiente de la lubricación. Los grandes desarrollos en esta materia permiten formar películas más eficientes y resistentes al desgaste, con menores esfuerzos a la cizalladura que conllevan a reducir el desgaste en los mecanismos y el consumo de energía. Mediante el estudio adecuado de los diferentes tipos de películas lubricantes que se forman en los mecanismos y la selección correcta del lubricante es factible lograr sistemas más productivos en las empresas que permitan no solamente competir sino también disminuir los altos niveles de contaminación a los cuales estamos expuestos hoy en día los seres humanos.
Puesta en marcha y operación de un mecanismo
Quizás una de las condiciones más críticas en la operación de un mecanismo es en el momento en que se pone en marcha, ya sea por primera vez (aún más crítica) o después de que ha permanecido detenido durante algún período de tiempo. Cuando un elemento mecánico (engranajes, rodamientos, cadenas, etc.) se detiene las superficies sometidas a fricción se acercan y sus rugosidades interactúan en la medida en que la velocidad tienda a cero. Cuando finalmente no hay movimiento, un buen porcentaje de las rugosidades de las dos superficies quedan entrelazadas en forma semejante a como quedan los dientes de dos serruchos cuando se superponen.; imaginémonos que podría suceder si en la realidad tomásemos dos serruchos y los colocáramos de tal forma que todos sus dientes quedaran entrelazados y luego le aplicáramos a uno de ellos una fuerza suficiente como para ponerlo en movimiento?; seguramente que todos supondríamos lo mismo basados en que si la fuerza aplicada es lo suficientemente alta, la gran mayoría de los dientes se fracturarían quedando inservibles los dos serruchos. Pues bien, algo similar sucede en las máquinas cuando sus mecanismos se lubrican de una manera inadecuada, se utiliza el lubricante incorrecto o este después de cierto tiempo de trabajo ya ha perdido sus propiedades lubricantes.
En el momento de la puesta en marcha de un mecanismo, las crestas de las rugosidades de las dos superficies se encuentran entrelazadas y su separación dependerá de las características de untuosidad (lubricidad) o de las propiedades anti-desgaste del lubricante que se este utilizando. Esta característica del lubricante forma una capa que se conoce como película límite la cual aisla las dos superficies metálicas permitiendo, junto con la elasticidad del material, que en el momento de la puesta en marcha del mecanismo las rugosidades se deformen elásticamente y pasen deslizándose las unas con respecto a las otras sin “soldarse”. “Teóricamente “ durante la puesta en marcha de un mecanismo no hay desgaste siempre y cuando el lubricante garantice la formación de la película límite y el material tenga la elasticidad adecuada; sin embargo, en la práctica se presenta el contacto metal - metal entre las dos superficies durante un instante de tiempo infinitamente pequeño al desgastarse la película límite. El tiempo que se demora en reaccionar el producto que forma la película límite permite el desgaste adhesivo y por consiguiente el desprendimiento de partículas metálicas.
La eficiencia de un buen lubricante para condiciones de película límite depende de la velocidad de reacción de sus compuestos de untuosidad o de sus aditivos anti-desgaste con las superficies metálicas, del espesor de la película límite y de su coeficiente de fricción sólida (entre más bajo sea este valor la rata de desgaste de la película límite es menor, disminuyendo así el desgaste metálico porque el número de contactos dentro de un período de tiempo determinado serán menores).
Una vez que el mecanismo se pone en marcha, las crestas de las rugosidades de las dos superficies chocan pero se irán separando lentamente debido al bombeo de aceite originado por el desplazamiento de la superficie en movimiento. En operación, el parámetro que más influye en la formación de la película lubricante es la velocidad y en menor grado la viscosidad del lubricante. Finalmente las dos superficies quedan completamente aisladas y la una “flota” sobre la otra en forma similar a como navega un barco sobre la superficie del agua. Cual será el desgaste del mecanismo en esta nueva condición?, “ninguno” al igual que en el caso de la película límite, porque las dos superficies metálicas quedan recubiertas por una capa del lubricante y sobre estas se deslizan las demás capas, presentándose por lo tanto la fricción entre las capas del lubricante y no entre éstas y las superficies metálicas. La resistencia a la cizalladura que estas capas presentan se conoce como fricción fluida y las condiciones de lubricación como película fluida.
En la practica real siempre se presenta cierta cantidad de desgaste de las superficies metálicas en condiciones de película fluida como resultado de la remoción de la capa del lubricante que se encuentra adherida a las superficies debido al cambio del tipo de flujo de la película lubricante que puede pasar de laminar (Re ≤ 2000) a turbulento (Re > 2000; en lubricación se considera turbulento a partir de este valor) haciendo que el desorden generado en la película fluida desprenda la capa del lubricante que esta adherida a las superficies metálicas y que el fluido friccione directamente con dichas superficies ocasionando desgaste erosivo.
El Número de Reynolds (Re) que define el tipo de flujo se puede calcular de la siguiente ecuación:
Re = v d / μ
Donde:
Re: Número de Reynolds, adimensional.
v: velocidad del aceite.
d: diámetro de la tubería.
μ: viscosidad cinemática del aceite.
Estos parámetros deben estar en las unidades correspondientes.
Se puede concluir que un mecanismo estará expuesto a un menor nivel de desgaste durante su operación normal bajo condiciones de película fluida mientras se pueda garantizar que el tipo de flujo es laminar, el cual a su vez depende de la estabilidad de la viscosidad del aceite con los cambios de temperatura (Indice de Viscosidad). Idealmente el desgaste de un mecanismo que trabaja bajo condiciones de lubricación fluida sería cero si la viscosidad del aceite no variara con la temperatura, o sea que fuera constante. Desafortunadamente la tecnología en lubricación vigente en la actualidad aún no ha llegado a la formulación de este tipo de aceites. Se estará lejos de esta realidad?, por supuesto que no! Pero mientras que esto ocurre, la clave en condiciones de lubricación de película fluida es utilizar lubricantes con altos Indices de Viscosidad (IV).
Hasta ahora se ha hablado de la reducción del desgaste en mecanismos que una vez que alcanzan su velocidad nominal de operación sus superficies se separan alcanzando condiciones de lubricación fluida, pero que ocurrirá con aquellos mecanismos como engranajes de hornos cementeros, cojinetes de rodillos en cilindros de laminación, rodamientos de cilindros de secado en textileras y papeleras, etc., en los cuales las cargas transmitidas son tan elevadas y las velocidades tan bajas que el suministro de aceite hacia las zonas sometidas a fricción es mínimo?. En mecanismos como estos las superficies metálicas sometidas a fricción nunca llegan a separarse y por consiguiente las crestas de las rugosidades siempre van a estar interactuando requiriéndose por lo tanto que el lubricante que se utilice forme una película límite de una resistencia al desgaste mayor que la película que se forma en los mecanismos cuyas superficies interactúan solamente en el momento del arranque y luego se separan. Este tipo de lubricación se conoce con el nombre de lubricación Elastohidrodinámica (EHL) y requiere la utilización de lubricantes del tipo de Extrema Presión (EP) en los cuales el producto utilizado como anti-desgaste tiene la capacidad de soportar mayores cargas sin que se rompa la película límite.
Tipos de lubricación
Lubricación Límite
Es la formación de una capa que se adhiere a las superficies metálicas e impide que cuando estas deslicen la una sobre la otra se presente el contacto metal-metal y por consiguiente el desgaste adhesivo. La lubricación por película límite se presenta siempre que un mecanismo arranque ó se detenga.
Lubricación Mixta
Es una condición intermedia entre las películas límite e hidrodinámica, en la cual un buen porcentaje de las crestas de las dos superficies interactúan presentándose la película límite y otras ya están separadas en las cuales la película límite no desempeña ninguna labor. En lubricación mixta el desgaste y el consumo de energía dependen tanto de las características de la película límite como de la resistencia a la cizalladura de la película fluida y de su estabilidad (IV).
Lubricación Hidrodinámica
Se presenta cuando las dos superficies metálicas están completamente separadas y la película límite ya no desempeña ninguna labor. El consumo de energía depende de la resistencia a la cizalladura de la película fluida y el desgaste de la estabilidad de ésta con los cambios de temperatura (IV).
Lubricación Elastohidrodinámica (EHL)
Este es un tipo interesante de lubricación que desde su descubrimiento por los profesores británicos Duncan Dowson y Gordon Higginson en la década de los años 50’s marcó el verdadero comienzo a la solución de los problemas de desgaste en mecanismos que funcionaban sometidos a condiciones de altas cargas y bajas velocidades y que hasta entonces se manejaban como mecanismos lubricados por película límite ó fluida. La lubricación EHL se presenta en mecanismos en los cuales las rugosidades de las superficies de fricción trabajan siempre entrelazadas y nunca llegan a separarse. En este caso las crestas permanentemente se están deformando elásticamente y el control del desgaste y el consumo de energía depende de la película adherida a las rugosidades. Se podría denominar esta película como límite pero de unas características de soporte de carga y de resistencia al desgaste mucho más elevadas que las que forma la película límite propiamente dicha. En la lubricación EHL la lubricación límite es permanente, ó sea que no hay mucha diferencia entre las condiciones de lubricación en el momento de la puesta en marcha del mecanismo y una vez que este alcanza la velocidad nominal de operación.
La definición de la lubricación Elastohidrodinámica se puede explicar así: Elasto: elasticidad, ó sea que la cresta de la irregularidad en el momento de la interacción con la cresta de la otra superficie se deforma elásticamente sin llegar al punto de fluencia del material; Hidrodinámica, ya que una vez que ocurre la deformación elástica la película de aceite que queda atrapada entre las rugosidades forma una película hidrodinámica de un tamaño microscópico mucho menor que el que forma una película hidrodinámica propiamente dicha. En la lubricación hidrodinámica el espesor de la película lubricante puede ser del orden de 5 μm en adelante, mientras que en la EHL de 1 μm ó menos.
Tipos de lubricantes
Para Lubricación límite
Las propiedades del lubricante para frotamiento límite son independientes de la viscosidad y se denominan “untuosidad”. Los compuestos de untuosidad son sustancias que tienen una gran afinidad por las superficies metálicas; sus moléculas adheridas a éstas mantienen su posición y se oponen a las fuerzas de desplazamiento. Sus características más importantes son: estabilidad química a altas temperaturas, alta velocidad de reacción, baja toxicidad por efecto de los vapores ó por la posibilidad de que se presenten infecciones en la piel y compatibilidad con los aceites a los cuales se les añaden estos compuestos.
Los productos más utilizados son los ácidos grasos por sus características de untuosidad y ciertos compuestos químicos como el Tricresil-Fosfato, el Ditiosfosfato de Zinc, los Esteres Clorados, el Naftenato de Plomo (hoy en día es poco utilizado por su agresividad al ambiente), el Tetracloruro de Carbono y las parafinas cloradas por su afinidad química con las superficies metálicas. El agua aunque tiene una buena viscosidad, es un pésimo lubricante para condiciones de régimen límite porque carece de propiedades de untuosidad y de afinidad química. El ácido graso es un ingrediente común en todos los aceites y grasas de origen animal, vegetal y de pescado. Los ácidos grasos más importantes son el aceite Esteárico (manteca de cerdo y sebo de carnero y de vaca); el ácido palmítico (aceite de semilla de algodón y de palma) y el aceite oleico (de origen vegetal y animal).
Las características de untuosidad de los ácidos grasos es de tipo molecular y se debe a la cadena hidrocarbonada (OH y O) de los grupos carboxílicos en los cuales el extremo activo de la molécula se fija químicamente a la superficie metálica. La velocidad de reacción depende de la naturaleza del metal, de la carga y de la velocidad de deslizamiento. Cuanto más larga sea la cadena hidrocarbonada y mayor el número de átomos de carbono más eficiente será la separación de las superficies metálicas y menor el coeficiente de fricción. Los aceites minerales de bases parafínicas puras carecen de grupos carboxílicos OH y O (son de carácter no polar y químicamente inactivos) por lo que son malos para condiciones de película límite, mientras que los asfálticos si los tienen lo cual los hace aptos para éste tipo de lubricación.
La utilización en la formulación de un aceite de los compuestos de untuosidad ó de los que son químicamente activos con las superficies metálicas, depende de la compatibilidad de éstos con los demás aditivos del aceite, de los contaminantes a los cuales va a estar expuesto el aceite durante su funcionamiento y de las condiciones de operación del equipo.
Para lubricación fluida
Para este tipo de lubricación se debe seleccionar un lubricante que tenga una baja resistencia a la cizalladura de tal forma que permita reducir el consumo de energía necesario para hacer que la superficie móvil se desplace fácilmente sobre la superficie estacionaria. Para este tipo de lubricación, los lubricantes que presentan un mejor desempeño son los sintéticos que se caracterizan por tener coeficientes de fricción fluida en promedio entre un 5 y un 20% por debajo de los aceites minerales.
Para lubricación Elastohidrodinámica (EHL)
En lubricación EHL los aditivos de Extrema Presión (EP) utilizados deben tener una baja resistencia a la cizalladura tanto para condiciones de película límite (condición más crítica) como fluida (cuando se deforman elásticamente las crestas de las dos superficies). La eficiencia de estos aditivos depende de la velocidad conque reaccionen (reactividad) con las superficies metálicas, sin embargo si es muy reactivo en una aplicación donde no se necesita, es perjudicial, ya que se presentaría una excesiva corrosión química.
Los aditivos EP pueden ser de 1ra, 2da y 3ra generación. La utilización de uno u otro tipo dependerá del grado de desarrollo que tenga la Tribología y la Lubricación (liderazgo, programas, conocimientos, etc.) dentro de la empresa en la cual se quiere implementar un programa de ahorro de energía y de disminución de desgaste basados en el control de la fricción.
Lubricantes EP de 1ra generación
El desempeño de estos lubricantes es bueno, pero su coeficiente de fricción combinado fc (fricción sólida y fluida) es alto y dan lugar a un área de soporte de carga equivalente a un 25% del área aparente del mecanismo. De este tipo de lubricantes se tienen dos grupos generales:
- Compuestos ó “Compound” que son una mezcla de un 95-97% de aceite mineral ó sintético y un 3-5% de ácidos grasos (por lo regular manteca de cerdo); reaccionan con las superficies metálicas a temperaturas menores ó iguales a los 80°C y por encima de este valor se desprenden dando lugar al contacto metalmetal y por lo tanto al desgaste del mecanismo.
- Compuestos de tipo químico como los Esteres Clorados, la manteca de cerdo sulfurada y el Tricresilfosfato. Estos aditivos reaccionan químicamente con las superficies metálicas por encima de los 80°C; por debajo de esta temperatura su velocidad de reacción es muy baja ó no reaccionan.
- Cuando la temperatura de las rugosidades de un mecanismo que funciona bajo condiciones de lubricación EHL es fluctuante y puede variar entre menos y más 80°C se deben utilizar lubricantes que tengan aditivos a base de ácidos grasos y de tipo químico. Como en la práctica es difícil cuantificar en forma precisa esta temperatura, se toma como referencia para utilizar uno u otro tipo de aditivos una temperatura de 50°C en la superficie de la carcaza en la cual se encuentra alojado el mecanismo.
Lubricantes EP de 2da generación
Estos lubricantes se caracterizan porque son una mezcla de un 95-97% de aceite mineral ó sintético y un 3-5% de un lubricante de película sólida como el Bisulfuro de Molibdeno, el grafito, el Tungsteno ó el Teflón. El más utilizado en la actualidad es el Bisulfuro de Molibdeno, el cual fue desarrollado por los alemanes en la II Guerra Mundial. Este lubricante se caracteriza porque además de recubrir totalmente el perfil de las rugosidades de las dos superficies, rellena parte de los valles de las mismas, incrementando el área de soporte de carga a un 40% del área total del mecanismo. El coeficiente de fricción combinado de estos lubricantes es menor que el de los de 1ra. generación.
Lubricantes EP de 3ra generación
Estos lubricantes tienen aditivos de base órgano-metálica, los cuales cuando las superficies de fricción están sometidas a elevadas presiones liberan átomos metálicos que eutecticamente bajan el punto de fusión de las crestas más sobresalientes, haciendo que se deformen plásticamente llenando los valles de las irregularidades de las superficies. El área de soporte de carga llega a ser hasta un 75% del área total del mecanismo. Estos lubricantes presentan los coeficientes de fricción combinados más bajos dentro del grupo de lubricantes EP.
Las ventajas más importantes de estos lubricantes son el menor consumo de energía, menor fatiga de las piezas lubricadas al aumentar el área de soporte de carga, corrección de fallas como pitting incipiente ó descostrado en dientes de engranajes, reducción de la temperatura de operación, del nivel del ruido y las vibraciones.
Cálculo del tipo de película lubricante
Siempre que se vaya a llevar a cabo un programa de ahorro de energía es necesario conocer bajo que condiciones de lubricación (fluida ó EHL) trabajan los elementos del equipo rotativo al cual se le va a hacer el estudio. A nivel práctico, se considera que un mecanismo trabaja bajo condiciones de película fluida, si el fabricante del equipo no recomienda para su lubricación, lubricantes con aditivos EP y EHL si los recomienda. En caso tal de que no se conozcan las recomendaciones del fabricante, es necesario calcular el tipo de película lubricante mediante la utilización de los métodos de cálculo existentes para este propósito.
Cálculo del consumo de energía por fricción (CEf)
Las siguientes ecuaciones se pueden utilizar para calcular el consumo de energía en diferentes tipos de mecanismos:
Rodamientos:
CEf = 5,14x10-6 f Wdn, Kw No1
Donde:
CEf: consumo de energía, Kw.
f: coeficiente de fricción del lubricante, adimensional.
W: carga, Kgf.
d: diámetro interior del rodamiento, cm.
n: velocidad, rpm.
Cojinetes lisos:
CEf = 0,03077 fWdn , Kw No2
Donde:
CEf: consumo de energía, Kw.
f: coeficiente de fricción del lubricante, adimensional.
W: carga , Kgf.
d: diámetro del eje, m.
n: velocidad del eje, rps.
Reductores de velocidad :
CEf = 0,7357P(1 - et), CV No3
Donde:
P: Potencia, CV
et : eficiencia total de la transmisión, adimensional.
La et se calcula de: et = e1-2 x e3-4 x .... x ee1 x ee2 x ee3 x .... x ea1 x ea2 x .... x en.
Donde:
- e1-2 , e3-4 , ... etc.: eficiencia del par de engranajes 1-2 , 3-4 , .... , etc.
- ee1 , ee2, ee3, ....... , etc: eficiencia promedio de los rodamientos (ó de los cojinetes lisos) 1 y 2, 3 y 4, 5 y 6, ...etc, montados en los ejes 1,2,3, ... etc, y se calcula en cada eje de la suma promedio de las eficiencias de cada rodamiento (ó cojinete liso).
- ea1, ea2, ... , etc.: eficiencia equivalente del aceite salpicado (ó que circula) por los engranajes 2,4, ... , etc, que se sumergen parcialmente dentro del aceite. El valor de f para aceite salpicado ó circulado aparece en la Nota (3) de la Tabla No1.
- en: eficiencia de otros elementos montados en el reductor de velocidad. La eficiencia e es igual a: e = 1 – f; donde f es el coeficiente de fricción que depende del tipo de película lubricante, ó sea si es fluida ó EHL, y se saca de la Tabla No1.
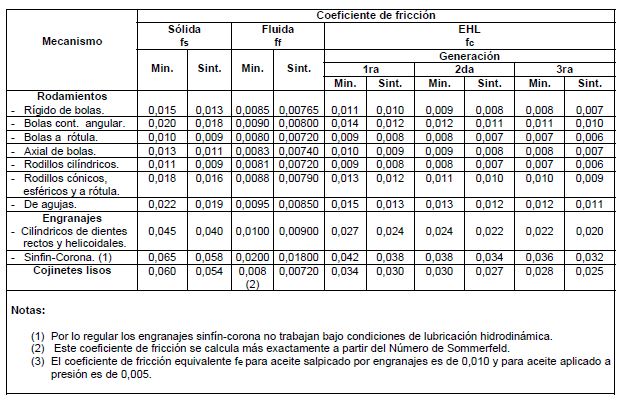
Coeficientes de fricción
El coeficiente de fricción del lubricante (sólido, fluido ó combinado ó EHL) es uno de los parámetros más importantes que se deben tener en cuenta cuando se seleccione el lubricante para una aplicación especifica y depende del tipo de mecanismo que se vaya a lubricar. En el caso de rodamientos es mucho menor que cuando se trata de cojinetes lisos, ya que en los rodamientos, sea la lubricación límite ó EHL, las rugosidades “engranan” por la curvatura de los elementos rodantes, mientras que en los cojinetes lisos, interactúan entre sí, y están sometidas a deformación elástica. El valor del coeficiente de fricción se encuentra en el catálogo del fabricante del lubricante, en caso contrario es necesario consultarlo con él. En al tabla No1, se especifican valores típicos de coeficientes de fricción para lubricación límite, fluida y EHL, en diferentes tipos de mecanismos. En caso de que no se conozca el coeficiente de fricción del lubricante que se va a utilizar se pueden utilizar los valores de la tabla en forma muy aproximada.
Tabla No1
Valores típicos de coeficientes de fricción de acuerdo con el tipo de lubricación

Ejemplo No1
Una Hiladora de 200 husos que trabaja en una planta textil tiene cada uno de estos elementos montados en tres rodamientos rigidos de bolas. La velocidad del huso es de 12.000 rpm, el diametro interior del rodamiento es de 3 cm y el exterior de 5 cm; la carga que actua sobre cada rodamiento es de 2 Kgf y la grasa mineral con la cual se lubrican no es del tipo EP.
Se requiere calcular:
- El consumo de energia por friccion (CEf) con la grasa mineral.
- El ahorro economico (ACEf) en dolares para los 600 rodamientos de la Hiladora al cambiar la grasa mineral por una de tipo sintetica.
La Hiladora trabaja 8.760 horas / ano y el costo del Kw-hr es U$ 0,080.
Solucion:
Como la grasa que recomienda el fabricante es sin aditivos de EP, se tiene que los rodamientos de apoyo de los husos de la Hiladora trabajan bajo condiciones de lubricacion de pelicula fluida.
Consumo de energia (CEf) con grasa mineral por rodamiento:
De la ecuacion No1 se tiene que:
CEf= 0,0031 Kw.
Con: ff = 0,0085 (Tabla No1); W = 2 Kgf ; d = 3 cm; n = 12.000 rpm.
Ahorro economico (ACEf) al utilizar una grasa sintetica:
ACEf = U$ 132,26 / ano .
Con Δff = 0,00085, de la diferencia de ff = 0,0085 para grasa mineral (aceite de base mineral) y de ff = 0,00765 para grasa sintética (aceite de base sintética), de la Tabla No1; W = 2 Kgf; d = 3 cm; n = 12.000 rpm; 600 rodamientos; 8.760 horas / año; U$ 0,080 / Kw - hr.
Ejemplo No2
En los 24 cojinetes lisos que soportan los cilindros de secado de un Molino papelero se está utilizando un aceite mineral con aditivos EP de 1ra generación. El diámetro del eje de cada cilindro de secado es de 20 cm, la velocidad de 40 rpm y la carga que actúa sobre cada cojinete liso es de 1.500 Kgf.
Se requiere calcular:
- El consumo de energía (CEf) en cada cojinete liso con el aceite mineral EP de 1ra generación.
- El ahorro económico (ACEf) en dólares en los 24 cojinetes lisos del Molino papelero al cambiar a lubricantes sintéticos de 2da y de 3ra generación respectivamente.
El Molino papelero trabaja 8.760 horas / año y el Kw-hr cuesta U$ 0,080.
Solución:
Del enunciado se concluye que los cojinetes lisos de apoyo de los cilindros de secado del Molino papelero trabajan bajo condiciones de lubricación EHL.
Consumo de energía (CEf) en cada cojinete liso con el aceite mineral EP de 1ra generación:
De la ecuación No2 se tiene que:
CEf = 0,2071 Kw.
Con fc = 0,034 (de la Tabla No1); W = 1.500 Kgf; d = 0,20 m; n = 0,66 rps.
Ahorro económico (ACEf) al utilizar en los 24 cojinetes lisos del Molino papelero un lubricante sintético:
a- de segunda generación:
ACEf = U$ 717,29 / año.
Con Δfc = 0,007 (de la diferencia de fc = 0,034 para un aceite mineral con aditivos EP de 1ra generación y de fc
= 0,027 para un aceite sintético con aditivos EP de 2da generación, de la Tabla No1; W = 1500 Kgf; d = 0,20 m; n
= 0,66 rps; 24 cojinetes lisos; 8.760 horas/año; U$ 0,080 / Kw-hr.
b- de tercera generación:
ACEf = U$ 922,23 / año.
Con Δfc = 0,009 (de la diferencia de fc = 0,034 para un aceite mineral con aditivos EP de 1ra generación y de fc
= 0,025 para un aceite sintético con aditivos EP de 3ra generación, de la Tabla No1; 8.760 horas / año; U$ 0,080 /Kw-hr.
Ejemplo No3
Un reductor de velocidad está constituido por dos pares de engranajes cilíndricos de dientes helicoidales y cada uno de los tres ejes esta apoyado en dos rodamientos de rodillos cónicos; el aceite que se está utilizando es mineral con aditivos EP de 1ra generación y es salpicado por los engranajes de mayor diámetro; la potencia en el eje de entrada del reductor de velocidad es de 100 CV. Los engranajes en este reductor de velocidad trabajan bajo condiciones de lubricación EHL y los rodamientos fluida.
Se requiere calcular:
- El consumo de energía (CEf) al utilizar el aceite mineral con aditivos EP de 1ra generación.
- El ahorro económico (ACEf) en dólares al utilizar un aceite sintético con aditivos EP de 3ra generación.
El reductor de velocidad trabaja 8.760 horas / año y el costo del Kw - hr es de U$ 0,080.
Solución:
Consumo de energía (CEf) al utilizar un aceite mineral con aditivos EP de 1ra generación:
De la ecuación No 3 se tiene que:
CEf = 7,092 Kw.
Donde: P = 100 CV; et = 0,9036 {del producto de: e1-2 x e3-4 x ee1 x ee2 x ee3 x ea1 x ea2 ; donde e1-2 y e3-4 = 0,973 (a partir de fc = 0,027 de la Tabla No1); ee1, ee2 y ee3 = 0,9912 [a partir del coeficiente de fricción ff = 0,0088, de la Tabla No1 para rodamientos de rodillos cónicos y de la sumatoria (0,0088 + 0,0088) / 2, para cada eje]; ea2 y ea4 = 0,99 (a partir del coeficiente de fricción equivalente para aceite salpicado, fe = 0,010 según la Nota (3) de la Tabla No 1}.
Ahorro económico (ACEf) en dólares al utilizar un aceite sintético con aditivos EP de 3ra Generación:
De la ecuación No3 se tiene que:
CEf = 5,95 Kw.
Donde: P = 100 CV; et = 0,9191 {del producto de: e1-2 x e3-4 x ee1 x ee2 x ee3 x ea1 x ea2; donde e1-2 y e3-4 = 0,98 (a partir de fc = 0,020 de la Tabla No1); ee1, ee2 y ee3 = 0,9921 [a partir del coeficiente de fricción ff = 0,0079 de la Tabla No1 para rodamientos de rodillos cónicos y de la sumatoria (0,0079 + 0,0079) / 2 para cada eje]; ea1 y ea2 = 0,99 (a partir del coeficiente de fricción equivalente para aceite salpicado fe =0,010 según la Nota (3) de la Tabla No1}.
El ahorro económico ACEf es:
ACEf = U$ 800,31 / año.
Con CEf = 1,142 Kw (de la diferencia de CE = 7,092 Kw para un aceite mineral con aditivos EP de 1ra generación y de CEf = 5,95 Kw para un aceite con aditivos EP de 3ra generación); 8.760 horas /año y U$ 0,080 / Kw-hr.
Conclusiones
Uno de los aspectos más importantes y que repercute considerablemente en los costos de producción en una planta es el del consumo de energía en los diferentes equipos rotativos, por lo tanto es necesario implementar programas de Tribología encaminados al estudio de los diferentes fenómenos de la fricción que conduzcan a determinar los valores de los coeficientes de fricción de los lubricantes que se están utilizando y compararlos con los de otros lubricantes que pueden dar lugar a un menor consumo de energía. Para lograr resultados altamente productivos mediante el control de la fricción se requiere que la industria innove sus prácticas y metodología de lubricación y utilice las nuevas tecnologías que hay en el mercado sobre lubricación especializada.
Los avances tecnológicos en materia de lubricación han conducido al desarrollo de nuevos lubricantes como los sintéticos y los de 3ra generación que pueden significar disminuciones en el consumo de energía entre el 5-20% en la mayoría de los equipos rotativos donde se utilizan. Vale la pena que la industria involucrada en procesos de producción haga sus propias evaluaciones y utilice las tecnologías en lubricación que verdaderamente le sirvan para incrementar la productividad de los equipos rotativos.
Al disminuir el coeficiente de fricción (sólida, fluida ó combinada) se obtienen otros beneficios adicionales en los equipos rotativos como son: menor desgaste, menor consumo de repuestos, mayor disponibilidad y confiabilidad del equipo rotativo y disminución de las horas-hombre necesarias para hacer mantenimiento. Al sumar los resultados económicos de todos los beneficios que se obtienen al disminuir la fricción resulta verdaderamente atractivo implementar en los equipos rotativos lubricantes de alta tecnología.