Cualquier disminución en la certeza a causa de la contaminación líquida tiene un impacto mayor en costos de mantenimiento así como en la productividad de la máquina. Para aumentar la confiabilidad del sistema, se debe de establecer un programa para el control de la limpieza. En este artículo que espero proporcionarle con una comprensión fundamental de principios de control de contaminación, empezando con la contaminación de partícula, incluyendo métodos comunes de medición y la cobertura de los niveles de la contaminación. Discutiré el daño típico causado por la contaminación así como los beneficios logrados controlando la contaminación a niveles deseados. Finalmente, proporcionaré las pautas para determinar los requisitos de la limpieza, para la selección del filtro, y para la ubicación del filtro. La contaminación del aceite coloca una amenaza grave al desempeño y la confiabilidad de estos sistemas. Las fallas de componentes o sistemas hidráulicos y lubricantes son, la mayoría de las veces, relacionados a una cantidad excesiva de contaminación. Las fallas Tribologicas cuestan a la industria miles de millones de dólares por año, pero pueden ser aminoradas fácilmente. Esto ofrece la perspectiva de lograr ahorros verdaderos y, al mismo tiempo, mejorar la eficiencia de la operación y el servicio proporcionado. Numerosos estudios han sido realizados para cuantificar con el paso de los años el impacto de la contaminación en la vida del componente y la confiabilidad [Referencias 1-4, véase pie de página para todas las referencias]. Estos estudios informan que 50% a 80% de los problemas de fallas y uso en máquinas lubricadas son causados por la contaminación del aceite. Estas conclusiones nos dicen – sin duda alguna - que hay todavía una enorme cantidad de mejora por ser realizada en esta área. También nos dice que las instalaciones que operan actualmente pueden recortar costos del mantenimiento dramáticamente, y mejorar la producción apreciablemente, por aplicar correctamente las técnicas probadas del control de la contaminación.
Para aumentar la confiabilidad de los sistemas hidráulicos, un programa debe ser establecido para el control de la limpieza [Referencia 5-6]. Un programa total del control de la limpieza implica un buen diseño de la máquina para aminorar la sensibilidad de la contaminación y excluir contaminantes internos y engrasados, la selección apropiada del filtro para mantener la limpieza durante la operación, y las buenas prácticas para asegurar una contaminación mínima es introducida o se queda después de que el mantenimiento es realizado. También es importante establecer los objetivos de la limpieza y monitoreo para asegurar que la limpieza sea mantenida en el nivel deseado.
La contaminación en Sistemas Lubricados
La contaminación en sistemas hidráulicos y de lubricación pueden ser partículas de la naturaleza tal como el sílice (arena), metales, fibras, participantes, etc. La contaminación de la partícula, a causa de su impacto severo en el uso del componente y la fatiga, es el foco primario de este artículo y es discutida con todo detalle. Otras propiedades líquidas, que afectan la operación del sistema y la confiabilidad, incluyen la viscosidad, aditivos y niveles de ácido, y la contaminación de agua. El calor, la humedad y las partículas de desgaste de metal catalítico todo contribuyen a la degradación líquida. Cualquier buen control de la contaminación y el programa de monitoreo de fluidos deben incluir la evaluación periódica de estas otras propiedades líquidas.
Hay cuatro fuentes primarias de la contaminación de partícula en estos sistemas. Los contaminantes incorporados vienen de componentes, líquidos, mangueras, depósitos, etc. Los contaminantes generados resultan del ensamble de sistemas, interrupción y la operación de un sistema, y falla de los fluidos. Los contaminantes externos entran a un sistema por ventilas de depósitos, por los sellos de la barra del cilindro, y por la válvula y sellos de los cojinetes. Los contaminantes relacionados con el mantenimiento son introducidos cuándo el equipo es desmontado o montado y se agrega aceite en esta tarea.
Una purga efectiva, filtración a bordo y prácticas concienzudas de mantenimiento aflojarán el ingreso de contaminantes incorporados, generados, y relacionados a las fuentes del mantenimiento. Ventilas efectivas en los depósitos y sellos externos de componente son prioritarios para controlar el ingreso externo.
Midiendo la Partícula Contaminante
El nivel de contaminación de partícula de un fluido puede ser medido por varios métodos. La Tabla 1 enlista varios métodos de control de contaminación así como algunos de los beneficios y las limitaciones de cada método. Probablemente el primer método para valorar la contaminación de partícula en un fluido fue el de mirar simplemente el aceite a simple vista y hacer un juicio cualitativo acerca de la limpieza. Utilizando un vacío para atraer una cantidad de líquido por un parche del filtro fue un avance significativo porque esto permitió separar las partículas de contaminante del aceite y ser examinadas por cantidad y tipo. Esta técnica, nombrada comúnmente la prueba de parche puede ser realizada rápidamente y en el sitio y es todavía un método popular para obtener una estimación cualitativa del nivel de contaminación.
El primer método de cuantificar el tamaño y el número de partículas en un lubricante extendió la prueba de parche aplicando un microscopio para agrandar y para contar las partículas. El método del microscopio, ISO 4407, [7] ha sido mejorado con el paso de los años, a veces con la adición del análisis automatizado de la imagen por computadora, pero los principios básicos son todavía los mismos. El conteo con microscópico es utilizado todavía cuándo se requiere de un conteo de partícula en líquidos no-homogéneos tales como aceite contaminado con agua o líquidos con presencia libre de burbujas de aire.
Contadores ópticos de partícula automáticos, primero desarrollados para líquidos hidráulicos a finales de los años sesenta, son ahora el método más común de cuantificar la cantidad de contaminación de partícula en fluidos hidráulicos y lubricantes. Estos dispositivos, cuando son apropiadamente calibrados, según el estándar ISO 11171 [8] e ISO 11943 [9] dará una evaluación rápida, exacta y capaz de ser repetida del tamaño y el número de partículas así como los códigos de contaminación aplicables tal como ISO 4406 [10], u otros. Los contadores automáticos modernos son portátiles, operados por baterías, y pueden ser utilizada fácilmente en el campo o para análisis cuando el equipo esta conectado o si necesario, una muestra de botella.
El monitor de oscurecimiento de malla, aunque no es un contador de partícula, pueda también medir códigos relativos de contaminación con una buena certeza. Estos monitores son basados en el principio que partículas más grande que un tamaño específico de poro de malla, cuando es capturado por esa malla, tendrá como resultado una presión diferencial aumentada (o el flujo reducido) proporcional al número de partículas capturadas.
Las unidades que utilizan múltiples tamaño de malla pueden medir la contaminación en y encima de estos tamaños e informar un código de limpieza que sea acorde. Porque estas unidades no utilizan óptica, son insensibles a la contaminación que no es de partícula, por ejemplo, el agua y el aire, y pueden ser aplicados en la mayoría de los casos. Como los contadores de partícula portátiles modernos, pueden ser transportados y pueden ser utilizados en el campo con el equipo encendido o pare el análisis de botella.
Aunque la espectrometría, ferrografía y métodos gravimétricos de análisis sean utilizados a veces, son utilizados con menos frecuencia para la medida de contaminante de partícula que los otros métodos mencionados.

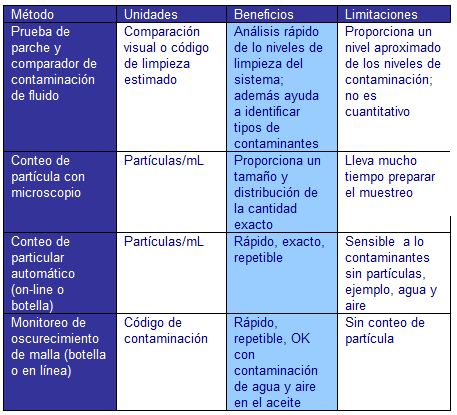
Tabla 1 – Métodos de Análisis de partículas contaminantes en fluidos
Daño causado por la Contaminación

La erosión ocurre cuando las partículas duras llevadas por el lubricante en velocidades altas se impactan en una superficie del componente. El impulso de la partícula se traduce en una fuerza en el impacto que puede erosionarse lejos la superficie de componente. El resultado es semejante al uso abrasivo y tiene como resultado aumento del goteo interno, eficiencia más baja, y más contaminación. La erosión puede ser encontrada en componentes hidráulicos tales como controles de presión o válvulas servo, donde la velocidad del fluido es alta al pasar por un orificio de control. El desgaste por fatiga o las superficies por contacto rodante es iniciado cuándo partículas del mismo tamaño o más grandes que el espesor de la película, entra en la zona de carga de cojinetes antifriccionales. Estas partículas llenan momentáneamente el espacio de la película lubricante y crean pequeños dientes y micro-grietas en la superficie rodante. Bajo cargas repetidas, las micro-grietas crecen hasta que socavan la superficie, causando finalmente fallas de astilladura y fatiga.
El desgaste adhesivo es el contacto de metal a metal entre dos superficies móviles del componente. Las partículas contribuyen al desgaste adhesivo cuando superficies ásperas por abrasivos o por el desgaste de fatiga, forman asperezas de superficie que se extienden por el espesor de la película lubricante. Por supuesto, las partículas generadas debido al uso adhesivo llegan a ser partículas contaminantes, que si no se verifican, puede causar e consecuente desgaste abrasivo o de fatiga.
Controlando la Contaminación Efectivamente
Un programa efectivo del control de la contaminación empieza en la etapa del diseño del sistema. Esto es cuándo los componentes son escogidos para su insensibilidad a la contaminación donde es posible, ventilas en depósito y sellos de componente son escogidos para controlar el ingreso de contaminantes, y un sistema de filtración es seleccionado, para proporcionar idealmente el control de contaminantes líquidos más grandes que los espacios críticos libres. Los espacios libres dinámicos de una gran variedad de componentes son mostrados en la Tabla 2, adaptado de la referencia 11. Un buen programa de purga en equipo nuevo recién fabricado es también crítico para prevenir el daño prematuro debido a contaminantes incorporados.

Tabla 2 – Típicos espacios libres de operaron dinámica
Un programa total del control de la limpieza incluye también el establecimiento de objetivos operacionales de limpieza y monitoreo para asegurar que la limpieza sea mantenida en el nivel deseado. Un nivel de contaminación puede ser establecido consultando con vendedores de componentes o basarse en recomendaciones establecidas de estudios o estándares individuales. Las referencias citadas anteriormente, así como, la ref. 12-17, pueden ser consultadas como guía de los niveles de limpieza. Uno de los estándares industriales más moderno y completo que se enfoca en el establecimiento de niveles de contaminación es el BFPA P5 [ref. 18]. Este estándar establece los factores de peso basados en la sensibilidad y criticalidad de los componentes y el sistema. De tomar en cuenta son la presión operacional y el ciclo de trabajo, el tipo de componentes, la esperanza de vida, obligaciones económicas y de seguridad, y el ambiente operacional. Basado en una combinación de estos factores de aumento, un nivel de limpieza del objetivo es recomendado. Sabiendo el nivel de contaminación y las condiciones de funcionamiento máximo deseado permite al vendedor de filtros, hacer las recomendaciones más inteligentes en el sistema de filtración apropiado y las ubicaciones del filtro para el control de la contaminación.
La fase final de un programa efectivo del control de la contaminación implica el monitoreo de los líquidos operacionales para asegurar que la limpieza sea mantenida en o debajo del nivel deseado [Ref 19]. Tal programa de monitoreo incluye monitoreo continuo en línea, o el análisis regular de muestreo y muestra por medio de equipo portátil del análisis, o por el uso de personal interno o de laboratorios externos.
Conclusiones
La aplicación del control total de la limpieza y una limpieza proactiva que monitorea el programa a sistemas hidráulicos y lubricantes ofrecen la perspectiva de llevar al máximo su vida útil y la confiabilidad y de ahí darse cuenta de los ahorros substanciales en gastos de totales de operación. Un programa total completo del control de la limpieza incluye varios aspectos:
1. Establecer los objetivos de los niveles de limpieza para el sistema operacional. Los lineamientos de BFPA son recomendados.
2. Determine el filtro adecuado y otras técnicas de control de contaminación que ayudarán a alcanzar los objetivos. Consulte la referencia BFPA/P5 o a su vendedor de filtros para una mejor guía.
3. Establezca como el sistema de fluidos será monitoreado. El uso de un contador automático de particular o malla es recomendado.
4. Establezca niveles de acción planes de corrección cuando se excedan los niveles de limpieza; después conduzca revisiones periódicas del programa de monitoreo de limpieza y haga ajustes necesarios cuando se gane experiencia.
Históricamente, la contaminación de los fluidos ha sido la causa mayor de fallas de componentes y sistemas. Hoy, el control de la contaminación es mucho más una ciencia que hace varios años. Por la implementación apropiada de un programa total de control de la limpieza, suplementado por un programa proactivo de monitoreo, la meta debe ser reducir o eliminar las fallas relacionadas a los contaminantes. Con la tecnología de punta disponible actualmente, no hay razón de continuar permitiendo que la suciedad sea e mayor limitante de la vida de la máquina.
El Dr. Leonard Bensch es Vicepresidente de Pall Corporation responsable de las aplicaciones globales de fluidos de energía. Ha tenido numerosos papeles dentro de Pall Corp por más de 26 años, siempre dentro del área de control de contaminación. Se graduó de ingeniería mecánica de la Universidad Pública de Oklahoma, donde realizó y dirigió proyectos de investigación durante 12 años en filtración y control de contaminación y fue factor en el desarrollo de los métodos más modernos de prueba de filtro y técnicas de análisis de contaminación hidráulica. Ha escrito más de 120 artículos técnicos en el área de filtración líquida de energía y control de contaminación. Participa activamente en comités técnicos industriales, es presidente del Grupo Consultor Técnico de los EEUU para el control de la contaminación ISO y es el coordinador del grupo de trabajo de los métodos de prueba de filtración de ISO. El sirve como enlace a la Junta directiva de la National Fluid Power Association.
Referencias
1. “Contamination Control in Fluid Power Systems”, Vol. 1, Field Studies, Department of Trade and Industry, N.E.L., East Kilbridge, Glasgow, UK, 1984.
2. Rabinowicz, E., Lecture presented to the American Society of Lubricating Engineers, Bearing Workshop, 1981.
3. Godfrey, D., “Clean dry oil prolongs life of lubricated machines”, Lubrication Engineering, Vol. 45, No. 1, pp. 4-8, 1989.
4. Downs, D. C., “Clean Hydraulics Cuts Downtime”, Machine Design, pp. 113-119, December 14, 1995.
5. Reed, I. C., “Total Cleanliness Control For Diagnostic Trends”, Society Belge des Mecaniciens, Belgische Verenging van Werktuigkundiegen, 1995.
6. Pavlat, M. R., “Total Cleanliness Control For Hydraulic And Lubricating Systems In The Primary Metal Industry”, Lubrication Engineering, vol. 53, No. 2, pp. 12-19., 1997.
7. ISO 4407, “Hydraulic fluid power - Fluid contamination - Determination of particulate contamination by the counting method using a microscope”, 1991.
8. ISO 11171, “Hydraulic fluid power – Calibration of liquid automatic particle counters”, 1999.
9. ISO 11943, “ Hydraulic fluid power - on-line liquid automatic particle-counting systems - Methods of calibration and validation”, 1999.
10. ISO 4406, “Hydraulic fluid power - Fluids - Code for defining the level of contamination of solid particles”, 1999.
11. Needelman, W. N., CRC Handbook of Lubrication and Tribology, ed: E. Booser, Vol. III (Filtration), pp. 71-87, 1994.
12. NFPA/JIC T2.24.1, Hydraulic fluid power – Systems standard for stationary industrial machinery, 1990.
13. Nowicki, D. C., “Tightened Hydraulic Filtration Standards Pay Off’, Hydraulics & Pneumatics, April, 1991.
14. Sayles, R S and McPherson, P. B., ‘Influence of wear debris on rolling contact fatigue’, Rolling contact fatigue testing of bearings steels, ASTM STP 771, ed: J. J.C. Hoo, 1982.
15. FAG, ‘Economy And Safety For Rolling Bearings Can Be Calculated’, FAG Publication No. WL 40 206 EA, February 1995.
16. Ganty, W, “Contamination In Lubricating Systems For Bearings In Industrial Gearboxes”, Ball Bearing Journal No. 242, SKF GmbH, Schweinfurt, April 1993, pp. 20-26.
17. I Mech. E. , Research material compiled by I Mech. E Tribology Action Committee, I Mech. E, London, UK, 1992.
18. BFPA/P5, “Guidelines to Contamination Control in Hydraulic Fluid Power Systems”, The British Fluid Power Association, Oxfordshire, UK, 1999.
19. Day, M. J., “Conditioning Monitoring Of Fluid Systems - The Complete Approach”, 5th International Conference on Profitable Condition Monitoring – Fluids and machinery monitoring, Stockholm, Sweden, 1996.