Strategic Asset Management involves managing the capital investment towards a long-term program of increasing the ROA. This is a top-down function of setting a performance specification for each major operating unit, identifying the critical components of performance, and systematically improving the key controllable variables of operation.
Managing assets strategically involves every function in the plant working towards the same goals. Operations and maintenance are rewarded for creating and utilizing the capacity of their units. Purchasing has its main goal as operating reliability, with cost as an important but secondary goal. Engineering is based on total lifecycle value created, including product characteristics, maintainability, operability, and total cost per output unit.
The improvement cycle is based on the Operational Reliability Maturity Continuum. This empirical model describes five stages of mastery that create a foundation of improved performance with growth potential continuing over a ten-year period. By describing the role of maintenance, operations, engineering, accounting and management in the improvement cycle, the plant can guide creation of a strategic plan for improvement, tied with bottom-line performance expectations.
Once a business model is developed, each party sets goals and works toward a combined action plan. The initial action plan is usually an improved planned maintenance environment, depending on the benchmark position on the Maturity Continuum. Implementation requires the proper structure, measures, information and commitment. Each major factor of implementation is identified.
Once a proper maintenance process is established, the plant will continue improvement by adopting more proactive maintenance approaches in a staged and measured environment. The key to success is knowing all the factors involved, and institutionalizing change in work and process before proceeding with additional
stages of development.
WHAT IS STRATEGIC ASSET MANAGEMENT?
Strategic Asset Management is a new model for extracting value from production assets. It represents a comprehensive, top-down approach to managing plant equipment and people for maximum profitability. It's single most important feature is in its fact-based management of the potential profitability of a plant, based on market conditions and variables within the control of management. The scope of Strategic Asset Management (SAM) begins with sales forecasting, through production planning, includes all facets of manufacturing, and ends with delivery of product to a customer.
We start with a view of the original purpose of the plant. Why did we build or purchase this plant, anyway? To provide employment? Yes, but only as a byproduct. To satisfy customers? Yes, but as a means to an end. We built this plant because we believed we could generate a greater return on capital than investing in a government bond. By taking the risks associated with manufacturing, we could apply our knowledge, our systems, our proprietary process, and our people for solid profitable returns.
Our goal, then, will always be to manage our resources to gain profits, while safeguarding our people, property, community and environment. This means we need to understand the key levers to unlocking equipment asset potential, by building our capabilities in a systematic way.
The rewards are straightforward. If we can use our total resources better than our competition, we will produce a superior, lower cost product with higher margins, have pricing flexibility to sell all of our product in a saturated market, and survive hard times while our competitors fail.
DIFFERENCES WITH MAINTENANCE AND RELIABILITY
Our vision and ultimate goal is to have the plant running continuously at full rates, with no downtime and minimal planned outages or turnarounds. Where do maintenance and reliability fit in this picture? Most plants today spend most of their resources responding to emergency repairs. How do we move from a repair culture to asset management?
This starts by aligning the vision of the entire management team. Who affects system reliability and throughput? Engineering? Purchasing? Operators? R&D? Production scheduling? Maintenance? The answer is obvious-everyone affects how well the plant produces. Yet the functions seldom work towards the same goals and rewards systems, leaving us frustrated in our attempts to make progress.
R&D, for instance, often design a process and equipment that don't use industry standard components nor components already stocked by the plant, and don't coordinate with purchasing and engineering. Purchasing often knows little about the effects of their actions, whether the suppliers provide durable, maintainable equipment and parts. Rather they are rewarded most often for cost savings, no matter what the effect on production. Engineers design equipment and processes to meet product specifications. It's rare that they consult with operators or maintainers about the ease of keeping the equipment and processes running. When the new system is operational, they are off to their new project. Production schedules are made to accommodate a fast changing sales forecast, resulting in production run breakages, excess inventory, and stressed equipment. Operators do their best to assure the process is running. But if a breakdown occurs, who you gonna call? The last one on the list-the maintenance guys, who better get it back in production fast! And who are handicapped in getting the equipment on schedule, having the drawings and parts necessary, receiving a poor description of the problem, and working under the gun!
Fixing the maintenance department or starting a reliability function aren't going to create an industry leader. Only through sharing a future vision of plant operations, and multi-year plan of change and continuous improvement, can we make breakthroughs in creating value.
HOW DOES SAM DIFFER FROM TRADITIONAL MAINTENANCE IMPROVEMENT EFFORTS?
Most maintenance improvement initiatives today are functional in nature. They compare, among a variety of indicators, how well our company does against a variety of other companies, and endeavor to change the way maintenance is done. What's wrong with that?
First, most of the other companies under comparison are only marginally better than ours. Our conclusion: if we simply change certain practices, we will be as good (or bad) as the rest. There is no emphasis on the financial results we expect to see, no understanding of the core issues at work, no plan for major cultural change, and little senior management involvement and commitment. The issues to be worked are tactical, and seldom result in measurable progress, either in leading or lagging indicators. We don't have a view of the results of change on the financial performance of the plant, and end up spending money to improve maintenance based on faith that it's the right thing to do.
The key requirements of successful plant-wide reliability improvement are these:
• An analysis of the potential production available in the plant based on best demonstrated performance and operating characteristics of best performing plants
• Quantified current operating rates of each units, and goals for improving these rates
• A business case with a three-five year horizon which identifies expectations for costs and production based on improvement efforts.
• A multi-year plan that identifies the types of changes in practices and measurements needed to achieve the goals
• A keen understanding that every function works interdependently to management equipment health
• Accountability for delivering these results, transcending annual budget cycles
A tall order? You bet! This type of sustainable effort is exactly what distinguishes one competitor from another.
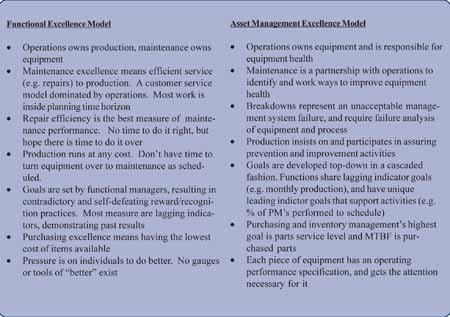
A comparison of current practices with Strategic Asset Management practices illustrates the point:

DEVELOPING A STRATEGIC PLAN FOR ASSET MANAGEMENT
SAM is based on several core principles. These should be well understood before proceeding.
1. The plant exists only for one reason-to produce as much product as possible, to specification and delivery schedules, at the lowest sustainable price
2. To improve will require fundamental changes in discipline and culture, beginning with the management team. Relationships and personal prejudices will be realigned
3. Everyone is the plant is on the same team and must work toward the same goals
• A shared vision of how the plant will work in the future
• A multi-year plan for mastering new skills in asset management
• A business case that continuously creates bottom-line value
To achieve a shared vision, we begin by creating a Strategic Plan for Asset Management.
Our first step is to identify the potential capacity of the plant, and the profitability available. We look at the overall production map of the plant, and identify both the theoretical capacity and the best demonstrated performance of the unit. This is the most difficult question management will have to face, because the conclusion is so painful. In some cases the theoretical capacity may be double what we achieve, and even best demonstrated performance identifies a huge gap with where the plant is today.
We can also identify maintenance cost structures and how they must change. When equipment health is excellent, there is less labor and parts required than for a continuous repair operation. Validating maintenance cost reduction potential is an appropriate place to use benchmarking.
The additional production and reduced maintenance costs lead us in two directions. First, we can summarize the business case, with benefits as well as cost, as
shown in this illustration.


Second, we can identify operating specifications to achieve our annual improvement targets. Instead of "do better", we identify uptime requirements at the equipment level to achieve total operating goals.Because equipment operates in series, our individual equipment uptime goals must be higher than unit goals. For example, if our unit goal is 75% of maximum capacity, each major piece of equipment must be higher.
For five pieces of equipment,
95% x 95% x 95% x 95% x 95% = 77%
We then identify specific goals and work necessary over a multi-year horizon, at the appropriate level of detail.
We document our efforts in an Asset Management Strategic Plan, with the following outline:
• The Summary is a concise extract of the important features of the overall plan, intended to give senior management an overview of findings and expectations
• The Current Assessment is the status of our plant, including our operating rates versus potential, overall maintenance and reliability statistics compared
with world class performance, and a benchmark against the Operational Reliability Maturity Continuum
• Future Operations Vision documents how we expect to operate in the future. What will we look like? How will roles and responsibilities evolve? This is based on understanding best practices, and envisioning their implementation in our plant.
• Initiatives outline the major components of our improvement process over the next several years.
They are described by intent, outcomes and process, rather than as specific plans.
• The Business Case outlines the opportunities we intend to capture, both in terms of cost savings and additional production, and the outlays required to get us there.
• Plans and Resources Required outline timeframes, deliverables, measures, people's involvement and other resources necessary to achieve the goals.
• Structure, Accountability and Measures show how we will execute the individual project components, who is accountable and how we will measure success
• Next Steps identify how we will get started and request specific management actions
IMPLEMENTING STRATEGIC ASSET MANAGEMENT
We identify major stages of improved asset management, illustrated by the Operational Reliability Maturity Continuum. This tool helps us identify the necessary building blocks to improve our operational reliability. The major steps include:
1. Gain control of the work (Stage 1, Daily Maintenance)
2. Gain control of the equipment condition(Stage 2, Proactive Maintenance)
3. Create the environment to maximize the contribution from your people(Stage 3, Organizational Excellence)
4. Systematically eliminate sources of potential system failure (Stage 4, Engineered Reliability)
5. Assure alignment of financial operations, corporate leadership, sales and marketing, and customers (Stage 5, Operational Excellence)
GAINING CONTROL OF THE WORK

While there are many theories about maintenance best practices, most consultants will advise that planning and scheduling is the necessary starting point. We take a broader perspective, however. Improving Stage 1 is implementing planned maintenance. The components of planned maintenance are illustrated below.
The results of implementing planned maintenance are a much better utilization of the workforce, creating capacity to work on proactive maintenance activities.
Each additional stage builds on the successes and capabilities developed in the earlier stage. The most important part to emphasize, however, is that there is a logical and optimum progression to all these pieces to improving asset management practices. In our experience, any other order brings suboptimized results.

BENEFITS OF STRATEGIC ASSET MANAGEMENT
For all of this effort, what kind of payback can we expect? From a non-financial perspective we will have a plant that runs as expected, fulfills customer orders as promised, and where call-outs will be an exception rather than the norm.
As an example of the benefits achievable, we examine the progression through the Operational Reliability Maturity Continuum for a refinery.

We choose a refinery example because it is creating a pure commodity. There is little differentiation in raw materials price (sweet vs. sour crude prices generally reflect the costs of refining) nor product price, which are set by international markets. How then does one refinery become dramatically profitable, while the least viable barely break even? The difference is how well the assets are used, and the systems and people involved in the process.
This 150,000 nominal barrels/day refinery has a replacement asset value of $1 billion, the cost of replacing that amount of capacity, and a book value of $500 million. The spread between the cost of crude and the price of gasoline (for example) is $3.00 per barrel. Thus our maximum profitability is $3.00/barrel.Our job is to capture the greatest portion possible. Note that the maintenance budget evolves from $40 million to $16 million in traversing from Stage 1 to Stage 5. But more importantly, the volume of product increases with each stage. By lowering the cost (the numerator) and increasing output (the denominator) the refining cost per barrel declines, and our margin increases. The product of increased margins and output in each stage creates a geometric growth in profitability, returning excellent results on our invested assets.
SUMMARY
Improving maintenance alone seldom brings results worth the efforts made. Strategic Asset Management is a comprehensive program, exercised over a strategic planning horizon, that systematically creates value from the plant investment.
Article submitted by: S. Bradley Peterson, Strategic Asset Management Inc.
- Reliabilityweb Asset Strategy Management: The Missing Piece in the Asset Management Puzzle ›
- Reliabilityweb What Is Reliability Strategy Development? ›
- Reliabilityweb What Is Reliability Strategy Development? ›
- Reliabilityweb IBM Acquires Environmental Performance Management Software Provider Envizi ›
- Reliabilityweb Accenture Acquires T.A. Cook, Strengthening Asset Performance Management Capabilities ›
- Reliabilityweb Accenture Acquires T.A. Cook, Strengthening Asset Performance Management Capabilities ›
- Reliabilityweb Right 6 Operate for Reliability: The 10 Rights of Asset Management ›
- Reliabilityweb Asset Management: Concepts and Practices ›
- Reliabilityweb The Business of Asset Management ›
- Reliabilityweb United Utilities Selects Copperleaf to Streamline Asset Investment Planning and Management ›