by Alan Luedeking
I am often asked, What tools and equipment does a millwright team need to do shaft alignment? Beyond the obvious safety equipment, such as hearing protection, steeltoe shoes, work gloves, hard hat, safety glasses and fire retardant clothing, some of the other essential equipment is not so obvious. So here’s a little list, with commentary, based on nearly 30 years of field experience.
- Laser Shaft Alignment System: Buy the best you can afford. At a minimum, it should measure and record soft foot values (the best systems will even analyze soft foot conditions and suggest solutions); monitor horizontal moves live as you perform them; evaluate your measured alignment with respect to tolerances (including doing so in real time while in the move monitoring mode); let you configure short couplings, spool pieces and spacer shafts; let you configure vertical flange-mounted machines with any support flange shape and anchor bolt pattern (circular, square, rectangular, etc.); input target specifications for thermal growth, as well as anticipated thermal growth values at the machine supports; and finally, let you take accurate readings with less than a quarter turn of the shafts, rotating them in any direction, starting from any rotational position and stopping in any position, either coupled or uncoupled. Only the most capable systems can do all this, but the investment is well worth it and will save you a great deal of time in the field while ensuring the highest precision alignment.
- Precut Stainless Steel Shims: Buy in the appropriate sizes and thicknesses for the job. Good precut shims have a safety tab that lets you manipulate the shim without ever letting your fingers get under the machine’s feet. There is much more to proper shimming than meets the eye. For a more in-depth look at this very interesting subject, I recommend the article, Best Practices: Machinery Alignment Shimming, in the April/May 2013 issue of Uptime Magazine (www.uptimemagazine.com). Precut stainless steel shims will save you money since they guarantee precision adjustments and you never need more than three of them to achieve any desired thickness up to 0.150 inches. Six standard sizes are available, traditionally called A, B, C, D, G, and H. These will cover footprints from two inches square to eight inches square and motors from a half horsepower up to 5,000 HP.
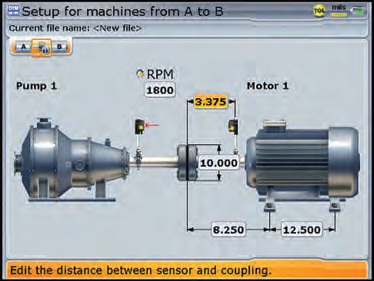
Figure 1: Laser shaft alignment system - Shears, Flat File and Ball-Peen Hammer: In the event your standard precut stainless steel shims don’t fit your machine’s feet, you may find yourself having to cut shims out of rolls of brass or stainless steel shim stock. It is imperative that you deburr your shims after cutting and ensure their flatness. Your ball-peen hammer is very handy for this, letting you roll out your burrs, rather than beating them out, thereby minimizing potential damage to the shims.
- Pancake Jacks and Pry Bars: If vertical jackscrews are not available, lift your machines with small hydraulic pancake jacks whenever possible, rather than with pry bars. This will ensure a safer environment for placing and removing shims. It will also prevent overlifting the machine with pry bars, with the associated risk of damaging the coupling, shafts, connected piping, or conduit. Lifting with pry bars also carries with it all the safety risks of the pry bar slipping out and the machine crashing down on your fingers or toes.
- Inside and Outside Micrometers: A good 0- to 1-inch outside micrometer is an essential tool since even the best quality precut stainless steel shims are only guaranteed accurate through 25 mils and are nominal in their thickness for thicknesses greater than .025 inches. Therefore, you should always mike (measure with a micrometer) every shim you use that is 50 mils or greater in thickness. An inside micrometer is important to mike the gap between shaft ends or coupling faces in order to measure and comply with the coupling manufacturer’s installation gap requirements. Note that this value should not be confused with the coupling gap difference resulting from angular misalignment. When it comes to alignment tolerances, you should follow the standard industry norms, which are designed to ensure the overall health and longevity of the coupled machines and their internals (bearings, seals, etc.), and ignore the coupling manufacturer’s specs for maximum permissible angularity gap differences unless these values are tighter than the standard industry norms for alignment. The coupling manufacturer’s maximum angular gap difference values are only intended to convey what the flexible coupling is capable of withstanding. These values are typically much greater than what is good for the machines involved in terms of the vibration that would result from misalignment at these values.
The reasons why a good, quality flexible coupling is built to withstand so much more misalignment than what is good for the machines are twofold: (1) to minimize the risk of catastrophic failure in the event excessive misalignment occurs while in operation; (2) to permit the machines to be deliberately misaligned to target specifications while in the cold or stopped condition; the coupling will then allow the machines to run at larger amounts of misalignment than what is recommended, while initially starting up and reaching their final operating state, at which point they should be running well aligned. In other words, a good coupling will let you run with large amounts of misalignment in order to accommodate thermal growth and positional changes arising out of dynamic load stresses, but this is no excuse to ever let your machines run this way continually. For a more in-depth understanding of the subject of alignment tolerances, I recommend the PowerPoint presentation entitled, Understanding Spacer Shaft Alignment: Applying Tolerances the Right Way (http://uptime4.me/1iRzSzs) and the article, Shaft vs. Foot Alignment Tolerances: A Critique of Various Approaches, in the October/ November 2008 issue of Uptime Magazine (www. uptimemagazine.com). - Set of Feeler Gauges: These are essential in gathering the data you need to properly diagnose soft foot conditions. Your laser system, in addition to checking for soft foot, should also diagnose the soft foot conditions for you. To this end, you need to measure the shape of the air gap under the machine’s feet to determine what specific type of problem the measured soft foot condition represents in order to properly diagnose it and come up with the correct single-shot solution. For a more in-depth look at how to properly measure, diagnose and correct soft foot conditions, I recommend the PowerPoint presentation and related video entitled, Soft Foot Diagnosis & The Soft Foot Wizard, (http://uptime4.me/LQ5aLN)
- Torque Wrench with Crow’s Foot Adapter (see Figure 2.): Tightening and loosening anchor bolts on machinery should be done to the correct torque values for the grade, thread and size of the fastener involved. Also remember to lubricate the threads of your fastener with white lithium grease or other suitable lubricant for the environment at hand and use the appropriate torque values, adjusted according to any adapters used and their angles. The crow’s foot adapter is extremely useful for situations where a socket cannot be directly fitted over the anchor bolt head.
Figure 2: Torque wrench with crow’s foot adapter - Dead Blow Hammer: Unfortunately, horizontal jackscrews are not very often installed on the machines you are aligning. In those cases, it may be necessary to move a machine by hitting it with a hammer. Avoid doing so with a steel sledgehammer as you will be sure to damage the bearings or seals! Instead, lighter blows from a good dead blow hammer will give you far greater control over your moves and reduce the risk of damaging the machine.
Figure 3: Hard hat light - Flashlight: A good pocket penlight or hard hat light is essential when working in poorly lit environments and for looking under machines for dirt or debris that can obstruct you when lowering the machine or making soft foot corrections.
- Pi Tape: In addition to your standard tape measure, which you need to measure the standard dimensions to input into your laser alignment system, pi tape is useful for quickly determining coupling, shaft and flange diameters that may also need to be entered, and to mark rotational positions around the circumference of a shaft or bearing housing on vertical flange-mounted machines.
- White Correction Fluid and Scribe: Correction fluid (such as that used to correct typing errors on a printed document) is useful for marking positions on a shaft when having to remove and replace brackets on multiple machine trains when you move from coupling to coupling, and for marking rotational measurement positions at the bearing housing on vertically oriented machines.
- Cotton Rags: These almost go without saying. You never know if the job site will provide rags on site, but you will need them constantly for everything, from cleaning off the name plate on the machines (so you can retrieve essential data to record on your job report) to wiping down your equipment, your hands and sometimes just to provide a clean spot to sit on.
- Dry Spray Solvent and a Can of Compressed Air: The solvent and air are useful for cleaning the area under and around the machine’s feet prior to shimming, and blowing out any debris that may be lodged there.
- 50-Foot Extension Cord with Triple Tap: Useful for plugging in anything that might need recharging or power during the job, such as a fan or a heater.
- Sturdy Folding Work Table and Chair: You will need a handy place to set your equipment down on, takes notes and otherwise organize your workspace.



There are, of course, many more things required to properly equip your team, from training and liability insurance to having the right socket for the anchor bolts, but in the interest of brevity, this should at least get you well on the road to doing good alignments efficiently. I would add one more thing, though: reporting. Once the job is done, you or your customer needs to receive a comprehensive report from the technician in the field about the alignment job. Your laser alignment system should be capable of generating this report directly as a PDF file to a memory stick, or as a hard copy to any connected printer. The report, at a minimum, must contain not only all dimensions and results, but also soft foot values, target specs, the measure mode utilized, moves made and, particularly, a graph to scale of the alignment condition.
Finally, also consider alignment software for your PC. The best alignment software will let you download and save the job to your PC from your laser system as a fully editable file. The software should let you customize the report with more than one set of alignment result values and graphs so you can document your “as found” and “as left” conditions; add digital photographs of your machines; insert commentary; insert a logo, either yours or your customer’s; and view a measurement table that documents all significant events that transpired during the alignment job.
References
Thank you to Marty Krueger of Tern Technologies, Inc. in Alaska and Marvin Williams of Baton Rouge in Louisiana for their invaluable experience and insights in preparing this article.
