In today's cost-cutting, globally competitive market, there is perhaps no more critical area in terms of plant profitability as in the successful execution of a balanced maintenance program. Balancing corrective, preventive, (scheduled), predictive (failure symptom monitoring), and proactive (failure root cause monitoring) maintenance activities will enable a high degree of equipment availability at a reduced maintenance cost.
A properly executed "Lubricant Screening" program provides a natural balance of providing information for all these areas of maintenance. The lubricant screening data can direct corrective maintenance actions to be performed when limits or targets are exceeded. The trending results of collected data can provide direction into optimizing the time frame of preventive maintenance activities while also providing predictive maintenance observations through wear debris analysis. Evaluating and confirming the physical and chemical conditions of new lubricants and monitoring their life cycle combined with root cause degradation mechanisms (particles, water, heat and oxidation conditions) provide an effective proactive method of managing your equipment and lubricant assets.
All diagnostic, predictive and proactive maintenance technologies require intimate knowledge of the equipment, its internal design, the system design, the present operating and environmental conditions for successful execution. The maintenance professionals are in the best position to understand and integrate this highly complex and equipment specific knowledge. Lubricant Screening Programs are no different but the maintenance practitioners must realize the importance of laboratory data. On-site test equipment in some cases does not match up with or compare to laboratory data due to equipment or the various test methods. The key to success is to ensure that clear equipment specific targets and limits for each test parameter are set and that the tests are scheduled and performed to provide a continuous flow of information. On-site equipment allows for easy adjustment of tests and frequencies for changing conditions or for the various operating conditions of the equipment within a plant.
Once a representative sample is obtained from a system, the sample integrity must be maintained to reflect the lubricant and the equipment condition throughout all phases of the testing.
Lubricant Screening Process
The following is a sequential method of testing on-site new and used oil samples that have been collected for the purpose of evaluating lubricant and equipment health. This data must include sensory and inspection data along with all other relevant maintenance activities that can provide a clear evaluation of the lubricant, equipment and operating conditions.
Competent training and understanding of the on-site test equipment remains critical as in all diagnostic equipment. Calibrating or verifying calibration must be part of the lubricant testing program to ensure accuracy and repeatability of the tests. Test equipment and methods may be substituted to reflect the equipment presently in use in your facility as long as the test equipment is quantifiable and qualitative.
Basic Screening Tests
· OPERATIONAL CONDITIONS (Temperature / Pressure / Flow)
· APPEARANCE
· COLOR
· PARTICLE COUNT
· WATER CONTAMINATION (% Water Saturation and/or Crackle)
· VISCOSITY
· RULER (antioxidants and/or AN)
· FERROUS DENSITY / COUNT
· FERROGRAPHY
· DEBRIS ANALYSIS (Patch Test)
Trending
A lubricant screening program should control test data in appropriate software that will allow for the plotting of this data on a continuing graph to establish acceptable trend lines. This graph should have the ability of placing variable caution and critical limits above and below the trend line. Thus, monitoring variations outside the target/limits will be readily noticeable. When targets are broken, retest to verify results, and then access the conditions that can either affect or improve the condition of the alarm.
Flow Path of Lube sample screening tests
After obtaining an oil sample (following an approved procedure), a method of correlating the on-site, laboratory and user defined tests with the sample date time and location must be utilized. Some lubrication software's refer to this as a Sample I.D. Number.
Determine the test requirements for the sample from the Lube Analysis Software. If no screening tests are required, fill out appropriate forms and send to appropriate Oil Lab for testing. If screening tests are required, refer to the following guidelines.
When performing the screening tests, ensure that the test is required by the schedule frequency. If a specific test is not required, omit the test and continue with the next scheduled test.
By following the attached Lubricant Screening Template it will provide a Hierarchy method of the testing execution and the text following will provide an overview of the information required.
Operational Conditions
Operating and environmental information varies greatly from machine to machine and system to system. Recording gauge temperature, pressure, and speed (rpm) will supply information on the running condition of the equipment, while environmental reading such as ambient temperatures, humidity, and apparent air borne contaminants will supply information conditions that can effect or stress the environmental control systems (breathers, cooler, heaters, etc.)
System and/or component designers have a range in which an operating viscosity is recommended. Lubricant viscosity is temperature dependant so in most cases the operating temperature of the lubricant must be controlled. Recording the operating temperature will ultimately monitor the temperature control system. (heaters/coolers)
Lubricant Appearance
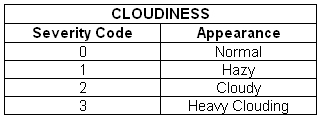
This procedure is a subjective visual/scent method of examining a used oil sample of a lubricant. Training and practice are required to understand the difference between a new oil sample and a lubricant that has gone through various changes during operation. These changes affect both the scent and the visual characteristics of the lubricant. Trending the associated condition by use of the attached severity code number can assist in the evaluation of the lubricant and the triggering of further testing requirements.
Cloudiness

Entrained Air
Immediately after pulling the sample, excessive foaming or entrained air can be viewed. Bubbles on top of the oil "foaming" can be the result of extreme turbulence in the sample or a system that could be low on fluid. Bubbles or entrained air held in suspension in the oil can be a sign of moisture present due to the polar attraction to air.
By allowing the sample to sit for 5 minutes, the cloudy effect will disappear if it is directly related to air entrapment.
Emulsions
Water emulsified into oil will result in many different forms and appearances. Any visual indication of the oil becoming hazy or increasing in opacity can be an indication of emulsified water. Allowing the sample to sit for 5 minutes will aid if determining if the cloudiness is due to water or entrained air. Emulsified water will not usually be separated within a 5-minute time period.
Separated Free Water

Free water is the water that has separated or that is not mixed into an emulsified state. Free water usually appears as droplets and eventually in a "puddling" form on the bottom of mineral-based oils. Allowing the sample to sit undisturbed for 1 hour tends to allow the water to accumulate and settle to the bottom to allow for a visual indication.
Sediment

Sediment is the visual indication of a highly contaminated lubricant. The visual sediment consists of insoluble materials or sludge formed due to degradation of the lubricant or a high concentration of contaminants. Large quantities of contaminants will change the color of the lubricant and will settle out to the bottom of the sample bottle when left for a period of time.
Odor
Changes in oil chemistry or the presence of contaminants will usually alter the odor of a lubricant. The lubricant itself, along with the additives will produce a certain scent. The goal in monitoring odor is to notice a change or condition in the used lubricant.
A "burnt" smell can indicate thermal degradation or operating the lubricant for longer period of time at high temperature. A sour or pungent smell can result in a lubricant that is oxidizing and degrading. A strong stench that resembles decomposing material can indicate the presence of microbial contamination.
Color Change

Changes in color can sometimes reflect contamination, overheating, excessive degradation or the wrong lubricant. A rapid change in color from the original oil sample requires further analysis to identify the source.
ASTM D1500 (Standard Test Method for Petroleum Products) provides colored standards that are used for comparison to the oil sample. Changes can then be recorded with a controlled methodology. The changes of three ASTM Color Standards (Color) should be considered suspicious and further evaluation is required.
ISO Particle Count
The importance of monitoring and controlling the concentration of particle contamination in lubricating oils and hydraulic fluids cannot be overstated. The ISO Solid Contaminant Code (ISO 4406:99) is probably the most widely used method for representing particle counts (number of particles/mL) in lubricating oils and hydraulic fluids. As the range numbers increment up one digit, the associated particle concentration roughly doubles. Particle counts can be obtained manually using a microscope or by an automatic instrument called a particle counter. There are many different types of particle counters in use today and their performance can vary considerably depending on the design and operating principle. Preparing the sample to represent the system conditions requires agitation to eliminate the possibility of particles settling out. The following guide provides acceptable agitation rates for settled out samples.
Place sample bottle in oil sample agitator (Paint Mixer) for the time listed below in the following chart that is based on the ISO Viscosity Grade in cSt.

Important: Sample agitation may be eliminated if the sample is tested at the equipment or within 5 minutes of obtaining the sample and continuous hand shaking is performed.
Enter results of the Particle Count in the Lube Analysis Software.
If the count is above the target, action will be listed to perform a ferrous particle count or a ferrous density test.
Ferrous Count / Density
An increase in particle counts can be related to either the ingestion of foreign material to the system lubricant or the direct result of the wearing of the system components. To quantify the amount of the ferrous material present in the sample, a magnetic array is introduced to separates particles from the lubricant between ferrous and non-ferrous materials. Depending on the testing equipment and the technology used, the results will be presented in the form of either an ISO particle count of ferrous material or a scaled amount of ferrous material grouped into large, small, and total wear particle concentration. If results are above target outlined in the Lube Analysis Software, perform a Ferrography test using the Ferrography test guideline instructions after the ASTM Color. If not excessive, perform a Patch test using the Patch Test guideline instructions after the ASTM Color.
Moisture Saturation Test and/or Crackle
Water "Crackle" Test
This test is performed to quickly identify the presence of abnormal quantities of water. While being subjective in determining the quantity of water in oil, a bubbling and/or crackling of a drop of oil placed on a hot plate (120'C or 250'F) suggests that there is an unacceptable level of water present and corrective actions are required.
Water "Saturation"
Measuring water content can be expressed in PPM or percent (%) saturation. The percent saturation is a direct measurement of the severity of the water contamination before free water appears. . Since temperature can affect the saturation point of a lubricant, the temperature of the lubricant must be recorded along with the percent saturation level. Most saturation instruments produced today record the lubricant temperature and provide a calibration process to ensure accuracy for a quantifiable measurement.
Record moisture saturation and lubricant temperature results in the Lube Analysis Software. If results are above the target outlined in the Lube Analysis Software and alternate confirmation is required, fill out appropriate forms and send to the appropriate Oil Analysis Lab for a Karl Fischer test after all other tests are completed.
Viscosity
Viscosity is a measure of the resistance to flow of an oil and is the single most important property of lubricant analysis. The equipment builder for operating machinery generally specifies oil viscosity and if the viscosity is too high (thick), performance can be sluggish because of increased drag. This also can cause increased temperature, which has an adverse effect on lubricants and sometimes machine life. If viscosity is too low, the oil film might not be able to keep the moving parts separated. In the absence of an antiwear additive, this can result in metal-to-metal contact, contamination with wear debris, and shorter life for both the lubricant and the machine. ASTM D 445 method of viscosity measurement is a preferred method for oil measurements.
If the results are out of specifications outlined in the oil analysis software and outside confirmation is required, fill out appropriate forms and send to the appropriate Oil Analysis Lab for a Viscosity test after all other tests have been completed. Record results in the Lube Analysis Software.
RULERTM
RulerTM (Remaining Useful Life Evaluation Routine) Instrument (ASTM D 6810) is a technique to measure the antioxidant levels in lubricants. Comparisons of results with those from new lubricants provide a quantitative method of determining the remaining antioxidants or useful life of lubricants. Excessive temperatures, water and/or cleanliness levels of the fluid have a direct relationship to the reduction of antioxidants.
AN (Acid Number)
The Acid Number test is used to indicate the extent of oxidation. An increase in acid number above the value of the new lubricant indicates the presence of oxidation products or less likely the presence of acidic contamination.
Wear Debris Analysis
A microscopic analysis of debris obtained from the lubricant sample can be used to determine the type and origin of various particles. These particles can consist of normal rubbing wear, severe sliding wear, cutting wear, gear wear or bearing wear along with the presence of red and black oxides and/or contamination particles such as fibers and sand/dirt. Various lubricant degradation products or residue such as sludge, polymers and varnish can also be detected depending on the technology used. The wear debris analysis is split into two categories: Patch test for particle evaluation of most types of debris or Analytical Ferrography that has a natural bias to ferrous materials.
Patch Test
Filtering a measured quantity of lubricant through a fine filter media (patch) separates the particles from the lubricant. A solvent rinse removes the carrier oil residue and examination under a microscope will allow for the identification of the debris.
Analytical Ferrography
This technique involves flowing the diluted oil over a specially prepared microscope slide, tilted to provide a known flow rate. A solvent wash removes the carrier oil and a ferrogram is prepared from the dried residue. This is examined through an optical microscope. Magnetism, various colored light and light source location combined with controlled heat treating allows for identification of various solids which include several types of steel, and, to a lesser extent, associated copper, lead/tin alloys, friction polymers, moly sulfide, silica, fibers, and carbon flakes.
Summary
On-site "Lubricant Screening" is a maintenance-executed fluid and equipment testing condition-monitoring program that utilizes reliable on-site analytical testing instruments and sensors that focus on fluid and equipment failure modes. While integration with a laboratory's specialized analytical instruments is recommended, in many cases this laboratory data is required as the result of specific troubleshooting or lubricant evaluation.
Timely representative samples, equipment specific knowledge, controlled testing methods and system specific targets and limits ensures that the Lubricant Screening data integrates effectively with all other maintenance activities to assess and evaluate the optimum maintenance activities required for cost reduction and increased equipment reliability.