By 2009, chaos reigned and most were just holding on for dear life. Factories closed and jobs disappeared as the credit crisis catalyzed a global recession that smacked America hardest. Corporate social responsibility and sustainability were promptly redefined as "doing whatever it takes to keep our doors open for business."
As we enter Q4 2011, much has changed yet uncertainty still lingers. Perhaps with the debt crisis shifting to EU countries, "green" is back in focus. Chatting with maintenance and reliability managers, the topic of good green hunting seems once again relevant. But this time there is less zeal and effort to conceal the true meaning(s) about "going green." As sustainability makes another curtain call, I wonder if this time it will be as much about remaining competitive as it is about reducing our environmental footprint. Probably both and I remain excited that ultrasound testing will prove a helpful technology for those that grasp the diversity of its applications. Let's focus on steam systems maintenance as an often overlooked and misunderstood point of use for ultrasound.
Ultrasound inspection plays a useful role in gathering condition-based data for steam systems maintenance. Power generation, pulp and paper, and food processing are just a few industries that apply. Maintaining a healthy steam system has equal benefits for green initiatives, cost management and overall reliability. Efficiency helps retain heat, which lowers operating costs through reduced fossil fuel consumption. That obviously impacts the carbon footprint in a positive way. It also means a purer steam system so less corrosion, fewer breakdowns, longer component life and greater reliability are additional beneficial spinoffs.
Just because steam systems don't have a lot of rotating components does not mean opportunities to employ condition-based monitoring (CBM) don't exist. Steam leaks, failed steam traps, blocked and passing valves, and tube and shell leaks are common issues that, left unchecked, will impact the greenness of your plant. There will be those who insist that CBM cannot exist without checking something that rotates. For you, we conveniently add boiler feed pumps and the electric motors that drive them to the list of CBM assets to check. If we add feed pumps to the list, then you may just as well use your ultrasound data collector to check for electrical faults in the MCC panels controlling them.

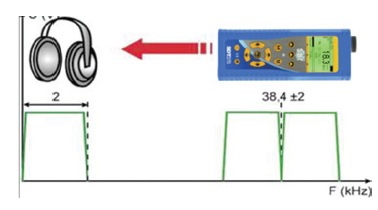
For readers new to ultrasound, let me briefly explain. Ultrasound detectors hear high frequency sound (between 36 and 40 kHz typically) and convert it to representative audible sound while maintaining the characteristics and qualities of the original. The original sound can be listened too, measured (and therefore trended), and where necessary, recorded and analyzed. Ultrasound detectors do this while remaining ambivalent to the noise and clatter of your factory floor, thus allowing ultrasound inspectors to carry out CBM during peak production. For more information, an excellent resource entitled, "Hear More, A Guide to Using Ultrasound For Leak Detection And Condition Monitoring" by Thomas J. Murphy and Allan A. Rienstra (available at mro-zone.com), will fill in the blanks.
Ultrasound is perfect for listening to friction and turbulence, whether it is airborne or structure borne. Both friction and turbulence have peaks in the ultrasonic frequency range. By gathering CBM data ultrasonically, we find problems at the earliest stage. This provides a bigger window to take action or schedule additional data collecting with complementary technologies that may not react as early as ultrasound, but can validate findings. As soon as data is definitive, it is my hope that needed action can overrule the CMMS work order process since it can only be triggered by calendar events, not condition events. Alas, that is a discussion for reliability managers and the topic of an entirely different article.
Steam leaks, especially those from high pressure steam, can be deadly. Using a rag on a stick is an old school method of detection. A much safer procedure is to use a remote ultrasound sensor. Two good choices are either a flexible wand or a parabolic dish with a targeting function built in. If using a flexible wand, be sure to follow safe inspection practices. First and foremost, protective gloves must be worn. Secondly, high pressure steam can damage ultrasound sensors if they come directly in front of the steam's path. Choose a flexible wand with an easily replaceable sensor head as opposed to sensors that are hard wired. Parabolic sensors with laser sighting allow for high pressure steam leak detection at safer distances. These sensors can detect leaks from 5-20 meters. The impact on your green initiative is exponentially increased with high pressure steam leaks. For example, a 1/4-inch leak at 25 psi has an implied loss of approximately 500 million Btu/year while the same 1/4-inch leak at 120 psi loses 2,750 Btu/year. The conclusion is that all steam leaking into the atmosphere should be attended to; however the low hanging fruit, the leaks with the highest implication for green savings, must be high pressure.

Steam traps offer the greatest opportunity for green wins. Traps are necessary to maintain the healthy operation of the entire steam system. They purge air and condense steam, CO2 and other impurities from the system. The number of traps used, their size and type, and their placement in the system are all carefully detailed by engineering. When traps fail, either stuck open or stuck shut, the original design is compromised and the entire system becomes an energy wasting pig.
The problem is that failed traps do not exhibit symptoms that are obvious. Traps failed shut may create some back pressure. Traps failed open may detract from the quality and purity of steam. But I've seen many steam systems continue to operate with hundreds of failed traps; albeit at great expense to the plant anthe planet. It is only after severe water hammer damage or reported higher than normal energy bills combined with poor product quality (paper mills especially) that action is taken to locate and replace failed traps.

Combining upstream and downstream temperature and ultrasound measurements is the industry standard best practice for steam trap inspection. New generations of ultrasound systems do more than simply listen and record dB levels of steam traps. The most advanced ultrasound detectors can record scalable, comparable time signals. Now instead of just listening, ultrasound inspectors can compare. See the two time signals above (Fig. 1 and 2). Even to the untrained eye, it is quite obvious which trap is purging and which one has failed. Listening to the sound file and having this visual leave little guesswork at all as to which traps must be replaced.
Heat exchangers are used throughout many process industries to efficiently transfer heat energy from one fluid to another without allowing the fluids to come in contact with each other. They help companies control energy costs, and therefore promote green initiatives by recovering wasted heat or cooling energy. Recovery here allows the energy to be efficiently channeled back into processes, or even building heating.
In power generation, surface condensers maintain turbine efficiency while promoting long, healthy lifespans for boiler room components. Spent steam from the turbine is condensed back to its liquid state where it is collected in a hot well before being pumped back to the steam generator to repeat its cycle. The cooling water is kept separated from the purified condensed steam and the cooling process creates a significant vacuum which helps maintain turbine efficiency. While I've oversimplified the explanation for the sake of brevity for this article, (for a more detailed description of the process, please refer to pages 103 onward of "Hear More, A Guide to Using Ultrasound For Leak Detection And Condition Monitoring"), I have identified two significant jobs for our ultrasound inspector to do. Both jobs are related to tightness and both require an ultrasound inspector with patience, proper training and a good understanding of the process.
Vacuum is a by-product of the cooling process and lends to turbine efficiency. Vacuum leaks are going to negate that by-product. Emploing ultrasound to detect vacuum leaks is not unlike detecting positive pressure leaks in your compressed air system. In both instances, we are listening for the turbulent flow at the site of the leak. However for vacuum leaks, much of the turbulent flow is drawn into the leaking body. We simply adjust our detection method by getting closer to the source of the leak. Shielding techniques also are helpful.
Tightness of the tube and shell of heat exchangers is a more complex issue and, in many cases, a more vexing one as well. There are several methods for ultrasound inspectors to use, depending on circumstances. External tightness testing is used to inspect all joints, fittings, valves, valve stems, inlets and connectors. Check the steam jet vacuum pump ejectors as well, using the same flexible wand prescribed for high pressure steam leaks.
Inspection of the shell for tightness will verify end plate seals and inlet/outlet piping. Inspecting the tube bundle will depend on whether the system is online or offline. For online inspections, only the contact mode is useful and only the periphery tubes can be adequately checked. Offline inspection means removal of the end plates is possible. This exposes the tube ends to the ultrasound inspector. Pressurize the shell by connecting low pressure air through the inlet/ outlet piping. Plug all other inlets. Then, listen for turbulent flow in each tube using a flexible wand. Identifying cracked, leaking tubes and either plugging them or replacing them (dependent on downtime allotment) will improve overall green efficiency and maintain the purity of the water circulating through the boiler room.
A more detailed description of the inspection methods for steam systems exists through Level One certification training, onsite implementation training, or in the earlier cited publication, "Hear More, A Guide to Using Ultrasound For Leak Detection And Condition Monitoring."
Be it sufficient to say here that condition-based maintenance data gathered with your ultrasound technology improves your overall steam system with benefits that are immediately measureable. A more efficient steam system is a steam system that has fewer component failures. A reduced workload on your maintenance engineers in the steam system means more time for planning additional green initiatives outside the boiler room.
