KNPP is a 503 MWe Westinghouse pressurized water reactor that began commercial operation in 1974. The plant is located on Lake Michigan, about 30 miles South-east of Green Bay Wisconsin. Industry observers recognize KNPP as the best operated and maintained Nuclear power station in the United States. This was recently reaffirmed by the Nuclear Regulatory Commission who awarded KNPP top ratings in all categories during their last SALP1 inspection.
The PM Optimization program was initiated in response to the need to shift the KNPP preventive maintenance program from a 12 to an 18-month cycle. The basis and frequencies needed to be re-established because the original bases were not retrievable.
Previous efforts to compile similar information consisted primarily of a more conventional RCM Program. KNPP began its efforts in 1989 utilizing a traditional RCM approach. There are approximately 65 systems at KNPP, which are typically categorized by function and/or discipline. During a five-year period RCM evaluations were completed on only eight of the plant's 65 systems.
The objectives of the KNPP RCM program were to establish a maintenance program, complete with documented bases, that would minimize power reductions and forced outages resulting from equipment failures, procedural errors, technical inadequacies, and personnel error. The process included the identification of functions and functional failures. This was accomplished by reviewing plant system descriptions, technical specifications, safety analysis, vendor information, maintenance and performance history, and by interviewing key Maintenance and Operations personnel. From that information, specific preventive maintenance recommendations were developed. These recommendations were then compared to existing preventive maintenance practices, and appropriate changes made.
Review of the RCM results and progress indicated that the effort was producing useful information, but the pace at which it was moving was not meeting KNPP's needs. RCM proved to be a very cumbersome process. It essentially created a new preventive maintenance program, rather than enhancing and revising what already existed. The labor involved in performing analysis and implementation of PM task recommendations has been the major drawback for traditional RCM applications in the power industry. This is due to the detail required and excessive documentation produced as a result of the rigid process steps.
KNPP management began to look at the benefits of PM Optimization in January of 1994, and by March of that year, took steps to begin a comprehensive PM program upgrade using PM Optimization methodology.
PM Optimization employs many of the same analysis techniques as RCM. However, PM Optimization is a more streamlined approach. RCM starts at the top with a system, breaks it down into subsystems, identifies critical components, recommends PM tasks and then compares those recommendations to existing PM tasks from which final task recommendations are made. PM Optimization starts at the opposite end. The PM procedure is disassembled into tasks, the tasks are reviewed to identify the failure for which they are intended to prevent and related data is then collected and evaluated from which final task recommendations are made.
One year after the PM Optimization program commenced, 100% of plant systems have completed the Phase One evaluation with the resulting PM task change recommendations implemented into existing KNPP programs.
Approach
The PM Optimization approach used at KNPP focused on the validation and optimization of existing PM tasks, along with the reconstruction and documentation of each task's technical basis. It was assumed that with twenty years of operating experience, the majority of the existing PM tasks would be found to be associated with the most functionally significant plant components. Thus, the task-based optimization effort was initially limited to components within the scope of the existing PM program. The task evaluation process, which includes a component level failure mode effects analysis (FMA), does not require a system level functional analysis. Instead, the evaluator relies on existing information sources and knowledgeable plant staff when performing the component level analysis. The FMA results, component performance history, and regulatory commitments are then compared against the existing PM task to determine if any changes in frequency or content are necessary.
Program Goal and Objectives
KNPP's Business Plan2 defined the PM Optimization program's goal as to "Maximize plant generating capability and equipment reliability". The goal was to establish general plant maintenance program that would minimize power reductions and forced outages resulting from equipment failures, procedural errors, technical inadequacies, and personnel error. The program was to consider long-term plant operation (through 2013 with possible life extension) by continuing with processes that have provided excellent past performance, proceeding with existing maintenance improvement programs, and implementation of new programs. To meet this goal, the following specific objectives were defined:
1. Ensure plant equipment is maintained appropriately in a manner commensurate with its importance to safety, reliability, and availability.
2. Optimize the number and performance of PM tasks while it maintains an appropriate balance between cost and benefit.
3. Use a computer-based evaluation methodology that recognizes the unique nature of the KNPP design, incorporates plant operating history, and employs an effective logic scheme to determine proper PM task frequency and content.
4. Establish a documented technical basis for the PM program.
5. Maximize the use of condition monitoring techniques when both appropriate and economically viable.
6. Provide a smooth transition to the Living Program to ensure results of the PM Optimization program are properly maintained to the end of the plant license and decommissioning.
PM Optimization's streamlined methodology provided the means by which these goals were achieved.
Project Organization
The PM Optimization program at KNPP was part of the maintenance department. The team was staffed with plant personnel from the operations, maintenance, and engineering departments. This cross section resulted in a better buy-in from the craft and supervisory personnel since this was viewed as a "grass roots" program and not a case of "us" verses "them". One consultant, who had prior experience with Electric Power Research Institute's RCM programs and had performed similar efforts for other utilities, was hired to manage the program, train the team members, and customize the PM Optimization software.
Specific resources were required to setup and implement the PM Optimization program. The team consisted of multiple levels of experience, knowledge and skills. To meet the program needs, the following assignments were filled:
Data Collectors
Engineering students researched equipment and system historical data needed to support the program Evaluators. The students located and assemble required technical resources, loaded reference data into the PM Optimization software for later evaluation, and walked down equipment when nameplate verification was required.
Evaluators
Evaluated KNPP's equipment and system historical information seeking performance and failure data that support the basis for PM task recommendations. They recommended changes to PM tasks, identified new PM tasks for equipment not in the current PM program, and documented the bases for PM task performance.
Project Supervisor
The Project Supervisor also evaluated KNPP's equipment and system historical information, seeking performance and failure data that support the basis for PM task recommendations. He ensured proper execution of PM Optimization project activities, tracking schedule and manpower requirements to ensure proper staffing levels. In addition he administrated the project, maintained project records, and kept the Program Supervisor informed of project progress.
Program Supervisor
Oversaw the administration and conduct of the program and provided final approval of program workload, manpower estimates, and staffing recommendations.
PM Optimization Software
When the original RCM program was started in 1989, evaluation information was kept as hard copy documents. Every step in the program was documented by hand and filed away in a department file cabinet. This was a labor intensive process and did not lend itself to a sustainable living program.
In 1991 the RCM team developed an application in ORACLE. This made it easier to perform system evaluations and retrieve stored information. In 1994, when the transition from RCM to PM Optimization took place, it was recognized that
The RCM application could not support a streamline process without extensive modification. KNPP reviewed industry publications, talked to industry contacts and consultants, and ultimately selected PREMO XPERTS for their PM Optimization software. PREMO XPERTS3 was designed in MS Access and provided support for all phases of the PM Optimization program.
Once a component is evaluated in PREMO XPERTS, that information is readily available and is automatically retrieved if that component is identified in subsequent systems. Thus, as system evaluations are completed, there are a diminishing number of unique components to be evaluated. This eliminates like components from previous evaluations not being recognized and evaluation efforts duplicated.
Another benefit of PREMO XPERTS is the linkage of inter- and intra- disciplinary PM tasks in the Planning and Scheduling system. This is especially helpful during plant outages when tasks are rescheduled. In the past, KNPP's outage task scheduling relied heavily on personnel cognizance of related or dependent tasks. There was no automatic link between those tasks and, as a result, when one item was rescheduled, others impacted were not necessarily identified at the most opportune time. This was especially crucial if there is a very small window of availability in which there was to perform all of the related tasks. PREMO XPERTS provided that automatic link making scheduling and schedule manipulation much easier and less time consuming.
PREMO XPERTS was customized during the initial system evaluation, adjusting to KNPP's particular data needs and establishing links directly to the Planning and Scheduling application to provide direct feedback on PM task performance.
The team members during evaluation downloaded available online reference information including the master equipment list, maintenance history, and commitment data into PREMO XPERTS for use. The Data Collectors manually loaded information that existed only in hard copy format.
PM Optimization Process
The program started by forming the PM Optimization team. Positions were solicited through the KNPP Resource Allocation Process and respondents were selected based on their skills, knowledge, and experience. The PM Optimization process was modified to incorporate KNPP's corporate objectives and goals and to integrate with existing plant programs. The consultant's experience, latest industry practices4, INPO guidelines 5 6, and EPRI reports 7 8 9 were used as references for program development. The old RCM program instructions were modified and used as desktop instructions during the first pilot system evaluation. The PM Optimization process flow is depicted in Figure 1.
A final adjustment to PREMO XPERTS was made to meet the KNPP-specific data configuration and to model the evaluation process, making full range evaluation possible and providing the base for the Outlier evaluation and the Living Program.
There are two phases in the PM Optimization program. Phase One's starting point is the current PM program. Current PM tasks are compared to critical functions to ensure that appropriate failure mechanisms are being addressed. This is appropriate for a mature PM program, as it is safe to assume that past performance and maintenance history has dictated the current program content. However, this does not preclude the addition of PM tasks when recent plant or industry experiences warrants. Phase Two focuses on components outside the current PM program. A screening process identifies components that are Functionally Significant (FSI), while eliminating from further consideration those components considered inherently reliable or functionally insignificant. The FSIs are then evaluated similar to Phase One components.
Phase One: Legacy Evaluation
System Selection and Function Identification
KNPP's shift to a 18 month cycle dictated that all 65 plant systems were to be included in the PM Optimization program. The initial program scope was limited to electrical and mechanical components. The KNPP I&C department is not part of the maintenance organization and choose not to participate in the PM Optimization program.
Critical system functions were reviewed using original plant specifications, system descriptions and the final safety analysis report. After the system descriptions and vital functions were reviewed by Operations, the information was entered into PREMO XPERTS.
While system description and function are not strictly required for PM Optimization, it was decided to include this information for future use by the NRC Maintenance Rule program team. Excluding System function and descriptions is a departure from the classic RCM methodology, which requires rigorous documentation of system functions and functional failures as the first step in the evaluation process. The intent of PM Optimization is to proceed as quickly as possible with PM Task Evaluation, relying on PM Optimization team experience and the independent technical review of all PM task recommendations. Little is gained by exhaustive documentation of information that is available to team members from other plant documents.
Component Identification
Data from both the Master Equipment List (MEL) and the existing Planning and Scheduling (P&S) system were downloaded from the mainframe and imported into PREMO XPERTS. A comparison of component IDs between the MEL and P&S data showed significant inconsistencies. This is typical of legacy mainframe pro-grams and was anticipated by the Project Supervisor. The P&S component IDs were normalized to the MEL and were then used to generate a Preventive Maintenance Equipment List (PMEL). The purpose of the PMEL was to identify every component within a system that was be-ing addressed by a PM task. This set the scope of the Phase One evaluation effort.
Data Collection
A comprehensive data collection and review supports various stages of the PM Optimization process. Information was initially collected for the components in the PMEL. This is a labor-intensive effort on account of the quantity, location, and format of the data. Most information was in hard copy format and required manual loading into PREMO XPERTS. Data sources included insurance requirements, technical specifications, internal commitments, maintenance history, operator rounds, predictive maintenance tasks, and staff interviews.
Failure Mode Analysis
The relative importance of a component's contribution to maintaining critical system or plant function is evaluated during Failure Mode Analysis (FMA). FMA was performed on a system basis using the PMEL to determine the system boundaries. FMA starts by first defining functions that the legacy PM tasks were intended to preserve. Like component types were grouped by system function and their most probable mode(s) of failure were selected. Failure modes are, in a general way, how components can experience failure. A failure mode reference table in PREMO XPERTS simplified the selection process, limiting the availability of failure modes to the current component type under analysis.
The effects, or consequences, of component failure were next analyzed and documented in PREMO XPERTS. Staff interviews with subject matter experts strengthened the team evaluators' inter- and intra- system relationship knowledge during failure effects assignment.
Components with undesirable failure effects that could challenge or defeat system functionality were assigned a critical code. These components were advanced to PM Task Selection to analyze their current PM task effectiveness. Components whose failure did not have significant effect on system performance were assigned non-critical codes and advanced to Non-Critical Evaluation for eventual removal from the PM program.
PM Task Selection
PM Task Selection involves the choice of appropriate tasks to reduce or eliminate causes of critical component failure. PM tasks types include condition directed, time directed, and failure finding. Design changes and corrective maintenance (run-to-failure) are also considered as alternatives to scheduled PM tasks.
Maintenance and performance history is reviewed for each component, or group of components, to determine if the current PM task is effective and to identify any failure modes that may have been overlooked during FMA. Trends of component failure are examined not only by system, but across the entire plant by reviewing identical component types functioning in similar environments and service.
The review process, along with interviews with Operations and Craft, aided in identifying dominant failure causes. A dominant failure cause is a specific reason for component failure that is most likely to occur. A reference table in PREMO XPERTS simplified the failure cause selection and reduced the variation in assigning cause codes to components.
A standardized approach to select maintenance tasks was then used to appropriately identify tasks necessary to address critical equipment failure causes. This approach is referred to as Logic Tree Analysis (LTA). The use of LTA enables identification of appropriate applications of maintenance resources and provides opportunities to suggest other alternatives for prevention of critical equipment failure. The PREMO XPERTS LTA guided the evaluators through PM task evaluation while ensuring a measure of consistency.
LTA results in recommendations that may include extending PM task frequencies, replacing time directed tasks with condition directed tasks, and run to failure options. A review of commitments is performed before a change is recommended to the current PM program. In PREMO XPERTS, the PM Task Selection module automatically documents the results of LTA. The evaluator then records the specific basis for why the PM task is performed and, as necessary, documents any justification for changing the PM task. The PM Task basis provides a retrievable technical basis for each PM task to support ongoing monitoring of PM program effectiveness.
Non-Critical Evaluation
Non-critical equipment evaluation is performed on equipment that has existing PM tasks identified as non-critical during FMA.
Non-critical evaluation ensures credit can be taken for component redundancy with assignment of basic maintenance tasks. It also provides a check to ensure commitments are not in place before PM tasks are recommended for deletion. In some cases, development of PM tasks for components with non-critical failure modes is also appropriate.
Maintenance tasks for non-critical equipment (irrespective of redundancy) are a matter of discretion. Such discretion should be exercised with caution so as not to defeat the philosophy of the Optimization strategy.
PREMO XPERTS automatically documents the results of Non-Critical Evaluation. The evaluator then records the specific basis for why the PM task should be dropped.

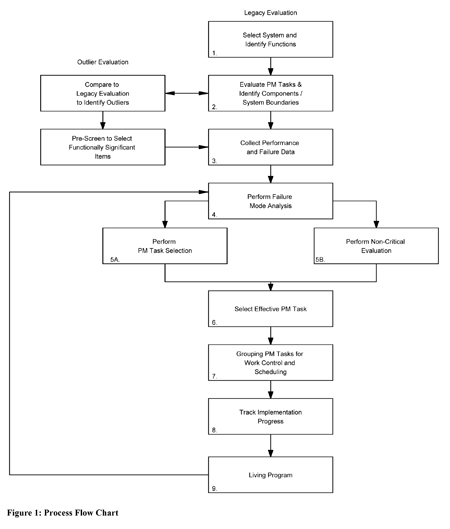
Figure 1: Process Flow Chart
Implementation Tracking
Implementation includes instructions for the procedure writers and schedulers in regards to changes necessary to increase the effectiveness of the existing PM program.
Prior to incorporation of the recommended PM program changes, final PM task bases were packaged with supporting documentation and routed for technical review and approval by cognizant electrical and mechanical division personnel. The Implementation Tracking module in PREMO XPERTS was updated as the packages were returned to the PM Optimization team. All evaluation results were automatically archived to permanently document evaluation results and for later use in subsequent review cycles.
The last step in implementation was to dynamically link PM Optimization results directly to the Planning and Scheduling system. This closed the loop between PM task recommendation and PM task performance, creating a comprehensive view of the overall PM program and greatly simplifying periodic reviews of program effec-tiveness.
Living Program
Progression into the Living program occurs when a final task recommendation is incorporated into the PM program. PM Optimization is not a "one time" evaluation of PM program efficiency, but rather a long term commitment to monitor the effectiveness of PM task recommendations. When events or schedule warrant reevaluation of a PM task, PM Optimization is reperformed for an individual PM task or for an entire system.
Phase Two: Outlier Evaluation
Although a mature legacy PM program should contain all components that affect critical system functions, screening components outside the program will ensure no critical components were excluded. Components that are not being addressed by a PM task have a screening methodology applied to identify FSI's, while eliminating those components that are considered inherently reliable or functionally insignificant from further consideration. Using PREMO XPERTS, the PMEL is compared to the MEL and a list is generated of all non PM components. At the end of the screening process only those FSIs lacking associated PM tasks remain and are labeled as "Outsiders". The Outsiders are then evaluated similar to Phase One components. The Outlier Evaluation results in adding appropriate PM tasks for components not previously addressed in the PM program.
Cost-Benefit Analysis
While the PM Optimization Living Program and its related plant availability improvement measurement will continue for several years in order to quantify the long term benefits, it can be shown that cost savings have more than paid for the effort required to produce the PM Optimized tasks now in place. All 65 systems that were evaluated using PM Optimization methodology were analyzed for cost benefit considerations. Because KNPP's PM program has task frequencies ranging from monthly to once every ten years, results were annualized so that all PM tasks could be considered in the cost benefit analysis. Had the I&C department participated in the PM Optimization program, cost savings would have been significantly higher, perhaps by as much as one third.
Actual PM task duration was not readily available but is estimated to average three hours per task. KNPP assumes their fully burdened maintenance man hours cost is $50.00 an hour. Indirect costs to implement a PM task each time it is performed is $400.00. Other utilities have calculated their indirect costs at $750.00 per PM task. Tagouts, planning and scheduling, approval routing, QC requirements, firewatches, records archiving, health physics, and clerical support are all included in the indirect costs.
Cost Savings Summary
The PM Optimization programs cost analysis details are summarized in Figure 2. The cost benefit analysis yielded the following results:
• PM Optimization program started in March 1994 and was completed in March 1995. 65 systems were evaluated during this period.
• Total number of PM tasks evaluated was 6,593.
• Number of PM tasks dropped from the program was 686. Annualized number was 503.
• Number of PM tasks added was 109. Annualized number was 71.
• Total cost for PM Optimization program, including direct labor and consultant costs was $650,000.00.
• Time to recover program costs was 10 months.
• Total annual saving is $809,000.00 or $12,500.00 per system per year.
• First years savings were $159,000.00.
• A cumulative saving in five years after implementation is $3,295,000.00.

Figure 2: Cost Benefit Analysis
Summary
Many benefits were, and continue to be, realized due to the PMO effort. KNPP now has established bases for preventive maintenance practices. They are assured that the right PM activities are being performed on the right equipment for the right reasons. Automatic links are now established between related tasks. KNPP was able to complete the necessary evaluations in time to facilitate transition to a 18 month cycle, with a high level of confidence that the maintenance performed will result in the highest probability of success. PM Optimization enabled KNPP to perform those evaluations, taking credit for all work that was performed under the old RCM process. Automatic links are now established between P&S and the PM Optimization data, making the Living Program an integral part of the business process. Because PM Optimization could be completed in a much shorter time frame than RCM, with essentially the same results, the payback period has been reduced by a factor of six (EPRI estimates 1 year verses 6-7 years). This is a classic example of "better, faster, cheaper, and more innovative".
Article submitted by, Laurence P. Johnson President, Fractal Solutions
Acknowledgements:
1 Nuclear Regulatory Commission Systematic Assessment of Licensee Performance (SALP) report no. 50-305/95001, March 29,1995.
2 Wisconsin Public Service Corporation Nuclear Power Production Organization Business Plan, 1994.
3 EPRI TR-101967 Vol. 2, "Reliability Centered Mainte-nance Workstation Users Guide". Laurence P. Johnson
4 NUMARC 93-01, Revision 2A, "Industry Guideline for Monitoring the Effectiveness of Maintenance at Nuclear Power Plants", July 9, 1992.
5 INPO Good Practice (MA-316), "Plant Predictive Main-tenance".
6 INPO 85-032, "Good Practice MA-307, Preventive Maintenance".
7 EPRI NP-3416, "A Guide for Developing Preventive Maintenance Programs in Electric Power Plants".
8 EPRI NP-6152, "Demonstration of Reliability Centered Maintenance".
9 P. Gaertner and D. H. Worledge, EPRI, "Prospects for Reliability Centered Maintenance".