Machinery Monitoring
Now let’s get to the point of this series: machinery investigations and monitoring. Visualize being equipped with an accelerometer system that includes an oscilloscope readout. You can attach the accelerometer at any location and on any machine, vehicle, equipment, or structure.
Now, here’s the question: Where would you find the vibration to be sinusoidal?
The answer is: Nowhere.
The only location where you might find clean, sine motion is in calibration laboratories, but even there, a tiny bit of distortion can be measured.
You certainly wouldn’t find sine motion on the stationary rotating machine shown in Figure 1, to which “Young Charley” is listening. The vibration is complex, a summation of vibrations from several sources, such as unbalance of each shaft and bearing, shaft misalignment, each pair of gears, etc., occurring simultaneously. On a spectrum analyzer, these complex vibrations would give a multi-line spectrum, something like Figure 4 (top report), but with many more lines at various frequencies and having various heights.
Figure 1 shows “Young Charley” using a stethoscope to listen to one of many points on various machines. He’s even better than “Old Charley,” who diagnosed machinery ills with the aid of a long screwdriver held to his ear. Both are famed for their diagnoses being confirmed when machines were disassembled.

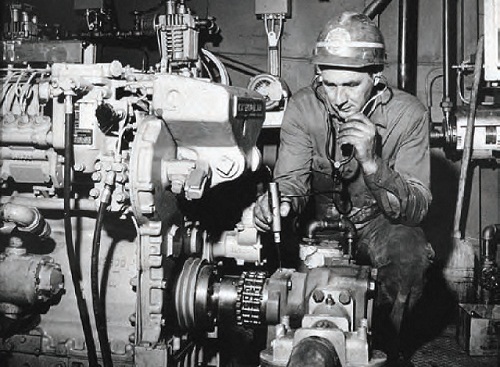
Figure 1: Measuring rotating machinery vibration
Instead of the stethoscope of Figure 1, let’s get up-to-date as in Figure 2 and contact our machine with an accelerometer. Let’s record a signature, a frequency domain spectrum of the machine’s vibration. Then, let’s compare today’s spectrum with one taken a year ago, perhaps when the machine was new. Changes in the signature alert us to deterioration of gears, bearings, etc.

Figure 2: Study of rotating machinery vibration
Static Unbalance
The principal contribution of rotating unbalanced components, such as shafts, to overall machine vibration is first order vibration. This means the vibration frequency is 1 x shaft speed. When a rotor spins at 1,800 revolutions per minute (RPM), ff= 1800 cycles per minute (cpm) or, dividing by 60, 30 cycles per second (cps) or 30 Hz.
People who correct unbalance problems often differentiate between static unbalance and dynamic unbalance. What do these terms mean? Take a look at Figure 3. On the left is a rotor that somewhere carries extra weight. If that rotor rested on knife-edge supports, it would rotate until the heavy side was down. Thus, without spinning the rotor, we could identify the problem and correct it by grinding off that extra weight or by adding another equal mass on the side opposite the original heavy spot. We quantify the original unbalance by the product of our correction, mass x radius, at which we implant our correction mass (ounce-inches, kgmm, etc.).

Figure 3: Static versus dynamic unbalance
We would achieve static balance. That was good enough for early, low RPM machinery, but not for today’s automobile tires, disk drives, jet engine rotors, dental drills, precision grinders, etc.
If some shaft unbalance was our only problem, our machine’s spectrum and time history might resemble Figure 4.

Figure 4: Strong fundamental + weak harmonics
Dynamic Unbalance
Suppose the original extra weight of Figure 3 (left) was at one end of the rotor. While it is true we could achieve static balance by adding a correction weight on the opposite side anywhere along the rotor, we still might have dynamic unbalance. Suppose we correctly attach the correction weight on the opposite side, but mistakenly attach it at the opposite end. On knife edges, we again demonstrate static balance. But if we place the rotor into bearings and spin it, we find severe vibration (dynamic) forces exerted on the bearings, as in Figure 3 (right).
We must place the correction weight in the plane of the unbalance. Then we would have both static and dynamic balance. Zero force results from spinning the rotor.
If that plane is not available, then a greater, mathematically calculable, correction weight must be placed in some other plane that is available.
The operation of adding or subtracting mass at the proper location is done on a dynamic balancing machine, such as that shown in Figure 5. The machine spins the part. The machine senses the resulting bearing forces and an associated computer tells the machine or its operator how much mass to add or subtract and at what lengthwise location, radial distance and angular location.

Figure 5: Dynamic balancing machine
When a large, immovable machine goes out of balance, the balancing technician carries portable balancing instruments to the job site. Dynamic balancing is both an art and a science. Learning to do dynamic balancing requires some training. The training unit, shown in Figure 6, allows the instructor to insert unbalance and misalignment problems for the student to solve.

Figure 6: Dynamic balance education
As the student achieves proper balance and correct alignment, electrical indicators (not shown here) show the student and the instructor the progress of the student.
The next time you purchase new automobile tires, observe them being dynamically balanced on a rig.
The mechanic first removes all the lead balance weights that were clamped on the wheel rims. Then, the mechanic mounts the new tire on the wheel, fills the tire with air and places the assembled wheel on the balancing machine. With the wheel spinning, the computer recognizes forces due to unbalance, then computes and tells the mechanic what size weights to attach at certain locations on each rim. The mechanic stops the spinning wheel and follows those instructions. If you are watching, the mechanic will probably spin the wheel again, this time smoothly, stop it and proceed to the next wheel.
Bearings
Another source of rotating machinery vibration is in the bearings where shafts rotate. They are never perfectly smooth. Figure 7 exaggerates the roughness in the inner race, outer race and individual balls or rollers of the unit on the right side.

Figure 7: Smooth and rough bearings
Misalignment
If the signature, as in Figure 8, shows a weak fundamental, but a strong second harmonic, one would immediately think misalignment.

Figure 8: Weak fundamental + strong second
Our geometry is fouled up. A bearing must be moved until the two shafts have the same axis of rotation. That is what is being done in Figures 9 and 10, using dial indicators. For additional information, you may wish to visit http://uptime4.me/1eSPEvo.

Figure 9: Aligning bearings

Figure 10: Properly aligning a shaft’s bearings
Gear mesh
Another source of machinery vibration is the imperfect meshing (a rolling plus a sliding motion) between teeth on pairs of mating gears. The major frequency here is: Shaft Speed (in RPM) x number of teeth / 60.
The same ffs should appear on either gear of a mating pair. Make a list of all possible gear mesh frequencies on a complex gearing system similar to Figure 11; repeat the calculation for each mating pair. Turbomachinery gears generate frequencies up to 30 kHz, thus demanding high-frequency, stud mounted accelerometers.

Figure 11: Gears can generate vibration and noise
In Part 5, our final article of this series, we will finish our discussion on the use of accelerometers for machinery health monitoring.
