Under these circumstances, it can be vital to be able to monitor the condition of the shredder motor and the shredder mill. There are two kinds of monitoring that can be helpful - online monitoring of productivity (and power consumption), and condition monitoring of the machinery itself.
The traditional approach to condition monitoring has been to make use of handheld vibration analyzers, with data being taken once or twice a month. The drawback of this approach is that it does not detect problems which develop rapidly, and the quality of data taken with these analyzers tends to be dependent on the process conditions. This type of service gives information about machine vibration only; and it is difficult to correlate the vibration with existing service conditions.
A Web-based Online Monitoring System
Recently, a major shredding plant in California (Simsmetals' Redwood plant) fitted their Alstom motor and Texas Shredder mill with a Motornostix web-based online condition monitoring system. The Motornostix system makes use of a local data logger called a Canary unit. The Canary units are locally networked to a PC, which acts as a bridge to the Internet. The data gathered by the Canary is hosted on a central database from where it can be served to users via a simple web browser interface. Motornostix has a central database in Cincinnati which stores data from customers in the USA, UK and Australia. Owing to the difficult site conditions, which include regular bulldozing of the area surrounding the shredder plant, it was decided not to use a cable network to connect the Canary unit to the bridge PC; instead, a wireless unit, based on a 2.4GHz spread spectrum radio, and running a proprietary Motornostix protocol, was used to link the Canary unit to a PC in an office building about a hundred yards away. This greatly simplified the installation of the system, and the total time on site for the Motornostix team was only four days. A photograph of the system is shown in Figure 1.

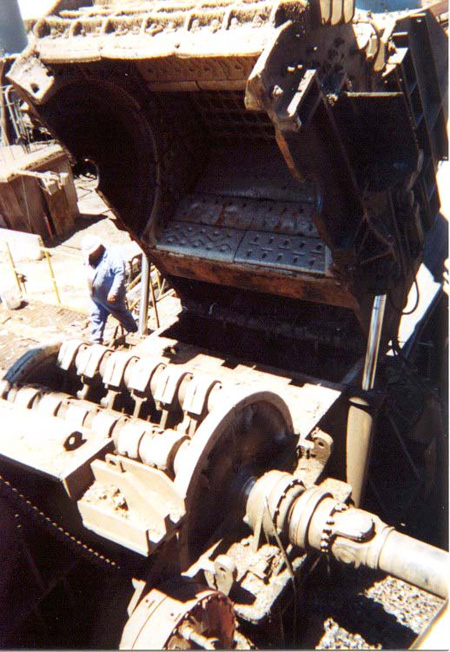
Figure 1: The heart of the plant is a rotary hammer shredder, shown here in open position during maintenance. The motor shaft is clearly visible at bottom right. Vibration and temperature sensors (not visible) were mounted at both ends of this shaft.
Results
The Motornostix system has already proven itself to be of considerable benefit to the owners of the plant, both as a management tool and as a condition assessment system.One of the major problems for this plant is that it can run only at night, owing to the high cost of electric power in California. The plant is operated at night by a skeleton staff, and it is difficult for management to develop an accurate picture of the plant's productivity. Similarly, problems that occur at night are fixed during the day by a maintenance crew which may not be adequately informed on the nature of the breakdowns.
The Motornostix software, while being primarily designed for condition monitoring, includes a number of management tools that are extremely useful in cases like this. An example of the use of these tools is shown in Figure 2. The figure shows two graphs of motor performance over a 24-hour period.


Figure 2: Graphs showing speed (top) and current consumption (bottom) of the shredder motor for a 24-hour period, with a threshold analysis performed on each set of data. In the current graph, the threshold has been set slightly above the no-load current for the machine. These are actual screenshots from the Motornostix software, for which a demonstration can be accessed at www.motornostix.com.
Using a threshold tool in the software, we can see that the motor has run for 47.8% of the period, which almost corresponds to the expected plant uptime of 50%. However, if we perform the same analysis on the current, and we set the threshold at 275A (which is the no-load current of the shredder system), we can see that the runtime is 40.6 % of the period. In other words, for 7% of the total time, or 15% of the actual running time, the system was idling under a no-load condition - no material was being fed into the shredder.
In addition to providing this performance information, the system has one of the most sophisticated sets of condition analysis tools available. For example, it performs spectral analysis of the machine vibration, with spectral data being sampled according to predetermined conditions. In the case of this shredder motor, it was decided to sample vibration data when the motor was idling in a no-load state, as it was felt that this would give the clearest vibration signals (when the shredder is crushing metal, the random vibration level is very high and this tends to swamp the useful signals). The spectral data revealed that the drive end bearing of the motor was damaged, although not to a worrying extent; a recommendation was made to the plant engineer to use the software to monitor the progressive deterioration of this bearing. The bearing damage showed up in no less than three sets of data - the basic spectrum, the demodulated (Hilbert transformed) spectrum, and in the cepstrum (the FFT of the log of the spectrum). The first of these is shown in Figure 3.

Figure 3: Graph of the vibration spectrum for the drive end of the shredder motor. There are prominent peaks in the spectrum at the bearing defect frequencies, particularly the outer and inner race frequencies of 82 Hz and 105 Hz.
A second type of monitoring is displayed in Figure 4, which shows the vibration of the shredder mill bearing which lies closest to the motor. The graph shows vibration for four days (four overnight shifts). It can be seen that on the fourth shift (on 12 July) the vibration has suddenly increased dramatically.

Figure 4: The vibration amplitude (rms) of the inboard bearing of the shredder mill, shown for four shifts. In the fourth shift, the vibration suddenly increases. The cause of this increase could be diagnosed by looking at the spectra, or frequencies, of vibration. The Motornostix system samples vibration while the motor is idling before the mill starts processing scrap; spectral scan times are indicated by the red triangles in the figure.
Figure 5 shows a comparison of the vibration spectra for the bearing taken on 11 July and 12 July (at times indicated by the two rightmost triangles in Figure 4).

Figure 5: Comparison of vibration of the inboard bearing on 11 July (green trace) and 12 July (blue trace). It can be seen that there is a massive increase in the vibration at 8.6 Hz, which is the running speed of the motor. This indicates a serious imbalance condition in the mill.
In Figure 5, we see that the primary vibration peak is at about 8.6 Hz, which is the running speed of the motor. The presence of this peak indicates a mechanical out-of- balance condition; the size of the peak indicates that it is of concern, and the increase from one day to the next suggests that the situation is deteriorating. Using the information provided by the Motornostix system, the plant engineers were alerted in good time to the imbalance state, and were able to open the hammer mill and correct the imbalance.
Figures 3-5 are actual screenshots from the Motornostix software, as delivered by the Internet. The user is able to select, view and modify images, using only Internet Explorer as the software interface.
Conclusions
The online monitoring system fitted to this shredder plant offers both improved plant performance and management information, as well as remote condition monitoring. It can be used to identify non-optimal operational practice, and machinery problems which may be developing. The wireless interconnection of the data logger to the PC radically simplifies the installation process, and the delivery of data to users via the Internet means that management can stay fully informed of the plant status from the comfort of office or home.
Author: Dr. Jon Tapson