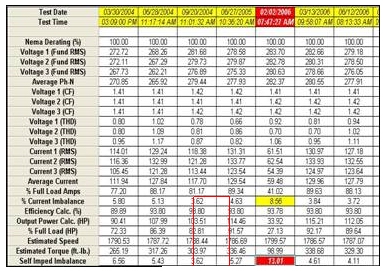
Take the following example for instance: During routine testing, a 125 HP pump motor indicated a current imbalance of 8.56% and an impedance imbalance of 13% (see figure 1). Normally a current imbalance of this nature is cause for concern and is an indication that there is a potential winding fault. But, a motor that is not sufficiently loaded will possibly run with a current imbalance. This creates variations in the phase impedance, which duplicates indications of a stator fault. In the case of this motor, it was only loaded at 41% Full Load Amps. When it was observed that the loading was inadequate to produce repeatable data, (that could be reliably trended), an additional test was scheduled to confirm motor condition.

The results of the follow up test confirmed the Analysts suspicion that the data taken when the motor was insufficiently loaded was not adequate to make a recommendation for further offline testing or a recommendation to replace the motor outright (see figure 2). It is important to keep in mind that the repeatability of data taken is one of the most critical issues facing any application of Condition Monitoring technology and directly affects the ability of the applied technology to accurately classify defects. In the case of Online Motor Circuit Analysis, noting drive train load is critical to accurate fault detection.

When performing MCSA, a good rule of thumb is to not perform testing on motors that are not loaded at least 70%. The best practice in this case is to delay testing until the motor is sufficiently loaded to yield good results. To gain efficiency in the process, a simple ampere reading can be taken prior to going through the process of performing the hookup procedure for Online testing. Many of the machines that we are responsible for performing Condition Monitoring on are part of a process where conditions are variable (e.g., transfer pumps and agitators), and the first consideration needs to be that we can take the right data that will accurately indicate the presence or absence of failure modes for the applied tests.
There remains the question of machine trains that are consistently loaded below the sufficient level for MCSA to be performed. There are two key questions to be considered in this type of case.
1. Should MCSA testing be performed at all?
2. Base on this data, what other actions should be considered?
For the first question, the answer is yes with a caveat. Performance of motor testing still can be conducted and if machine loading is consistent, then data can still be reliably trended with the understanding that the best recommendation that can ever be made from MCSA is for follow up Offline testing be conducted to confirm the results. As long as the loading is consistent, motor condition can still be trended with greater confidence in data as more historical data is collected. Second, and probably more important are the questions in the cases where the motor is loaded below 70%. These questions are simply one of application. Has the process changed and the required HP decreased for this machine? Has the motor always been lightly loaded? This is a case where re-engineering of the system is the proper course of action. If we are only using 50%-60% of a motors capability, then there is opportunity for savings by installing a motor of the proper size for the application.
In summary, MCSA is a very valuable tool in the Condition Based Monitoring (CBM) tool kit. It is important to understand the limitations of performing tests when the motor is insufficiently loaded and to take the necessary logistical steps to obtain repeatable data and ask the proper questions when a motor is discovered that is consistently loaded well below the rating of the motor. By considering load when performing MCSA, you will experience the results that you expect from the application of MCSA technology. The resulting higher levels of confidence in the accuracy of recommendations will ensure that the buy-in necessary to experience the Return on Investment (ROI) for the application of MCSA will be realized.
Submitted by:
Jason Bolte, CMRP
Program Manager
Allied Reliability, Inc
www.alliedreliability.com
888-414-5760