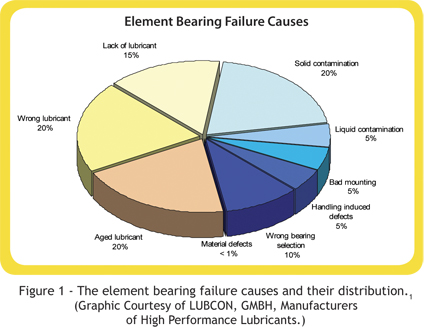
The failure causes attributed to basic care practices equal the other causes (5:5), but the estimated percentage of failures attributed to basic care represents 80% of the reason for failure. From a labor and component replacement perspective, grease use is costly – and not because of the lubricant itself. It would seem that basic care after installation has a significant impact on bearing performance.

Basic care provided following installation is as much a reflection of attitudes and plant culture as it is individual behavior, perhaps more. The cost to industry for the accepted slovenly practices is high. The good news is that these issues can be corrected without much expense, once management decides that a caveman quality status quo doesn’t support modern production demands.
Accordingly, bearing manufacturers have provided detailed advice for estimating lubricant type, volume and frequency requirements. Their intent is to assist the user with placing the optimum volume of a lubricant product with viscometric and surface performance (AW and EP) chemicals that precisely address the operating parameters (heat, load, vibration, moisture, contaminant, process chemical challenges). Once done, the user can expect the grease to feed oil to the race incrementally between the current date and the planned replenishment date so that the replacement practice provides a seamless flow of lubricant to the load zone, as depicted in Figure 2.

Either too much/too little grease, and/or inappropriately high/low oil viscosity causes viscous drag and/or destruction of the bearing surfaces and lubricant within the bearing.
In moderate and high speed bearings (nDm > 150K), even slight variations in consistency of replenishment and fill volume produces effects including dry surfaces and elevated high-frequency vibration (inadequate feed), elevated temperatures and increased energy consumption (overfeed). The faster the shaft speed, the more pronounced the deficiencies. As the shaft speed decreases the negative impact (churning, overheating, and energy losses) declines, but is still evident. The first part of this multi-part article addresses lubricant viscosity selection. The second part addresses volume and frequency.
Lubricant Selection – Base Oil Viscosity and Additive Type
Viscosity changes with temperature and pressure. As temperature increases, viscosity decreases, and as pressure increases, viscosity increases. These factors are interdependent of one another. The central questions for selecting the correct lubricant grade for a given brand and product are:
1. What is the minimum acceptable viscosity for a given bearing?
2. What is the optimum viscosity for the bearing at operating temperature.
3. What is the viscosity of the current lubricant at the normalized bearing
(machine) operating temperature?
Determining the minimum allowable viscosity to sustain element and race separation (EHD film formation) is a simple calculation, as follows:

Where:
Vmin = minimum allowable viscosity
RPM = shaft rotational speed
Dm = bearing mean diameter
For example, assuming the bearings on a 254-frame-size motor are operating at 2400 RPM, and contain single row deep grove ball bearings with a bore diameter (ID) of 45 mm and an outer diameter (OD) of 85 mm, then the pitch diameter is 65 mm, . The minimum allowable oil thickness for EHD film formation would be 12.505 centistokes at operating temperature. The optimum operating viscosity will be three to five times this value, or 36 to 60 centistokes.
Once determined, this should be compared to the viscosity supplied by the select lubricant. Assuming the grease contains a 100 centistoke (ISO VG 100) oil, and the bearing is operating at 50°C, one can use a commonly available viscosity/temperature chart to determine the acceptability of the operating viscosity of the product in use. Figure 3 illustrates this process.

As can be seen in the example, the suggested product would fulfill the optimum viscosity, delivering 60 centistokes at the stated temperature. The product would function with a margin up to 65°C, and deliver the minimum allowable viscosity to 95°C. As long as the dynamic (operating) viscosity is above the minimum allowable viscosity, the use of EP agents is discouraged. This example reflects why many electric motor lubricants are constructed with wear resistance (AW) rather than seizure resistance (EP) agents and contain ISO 100 viscosity oils.
Viscosity selection for other bearing types and speeds follows this pattern. The bearing’s maximum allowable operating speed and the limiting speed for grease lubrication (the point at which any given bearing should be oil lubricated) is determined by the bearing Pitch Line Velocity (PLV = mean bearing diameter times shaft speed = n*dM). Spherical and thrust bearings approaching a PLV of 150K, and ball and roller bearings approaching PVL values of 350K, must be qualified for reliable operation with grease.
Grease Volume Estimates for Initial Fill and Replenishment
Initial Fill – When an element bearing is first placed into service, the initial fill volume should be based on 1/3 to 2/3 of bearing net capacity, depending on expected shaft speed. The higher the speed the lower the initial fill volume.
The bearing net capacity is calculated as follows2:

Where:
V = volume in cubic centimeters,
OD = Bearing Outer Diameter, mm
ID = Bore Diameter, mm
W = Bearing Width, mm
G = Bearing weight, Kg (21.5)
In addition to the grease introduced into the element spaces, enough grease should be placed into the housing to bring the grease level up to the lip of the bottom race of the bearing. When the excess from the initial fill is pushed away from the elements, it accumulates on the grease shelf at the race and becomes a reservoir to continuously serve oil back to the raceway without crowding the elements.
Obviously, the engineer/practitioner making these decisions has to know precisely which bearing, by manufacturer number, is in use in order to provide all the required values. Bearing manufacturer numbers are readily available at the time of initial installation and/or bearing replacement, so enough information is available for a correct initial fill.
Replenishment Fill – The bearing number details get fuzzy as repairs occur, as CMMS systems are upgraded and data is lost, and as the details from the original installation fade from memory. Therefore, it is necessary to have a more user-friendly approach to estimate replacement volumes for ‘in-situ’ applications. One should consider both feed volume and feed interval since the two are inter-related. The formula shown in Figure 4 gives volumes in both grams (for metric dimensions) and ounces (for English dimensions) for three different interval ranges.

Where actual bearing dimensions are not known, a close proximity to the actual suggested value could be estimated by using housing dimensions and factoring again by one-third{(D * B * .114)*.33}. CAUTION: This provides only a close approximation. For critical applications, the actual bearing make and model should be determined.
Excessive lubricant volume applied to bearings with labyrinth style seals and low pitch line velocity bearings (PLV ≤ 50,000 for ball and cylindrical roller, ≤ 30,000 for spherical and thrust roller) is not considered to be as problematic to the grease or bearing as it would be at higher speeds. Excess grease dissipates readily and any grease remaining in the working area has adequate transport time and space.
High Speed Fill – The replacement volume for high velocity (PLV ≥ 330,000 for radial ball type; ≥ for spherical roller and thrust type) element bearings requires thoughtful consideration due to shearing and heat produced by overfilling. All bearings operating at high speeds benefit more from high frequency and low application doses emulating the continuous replenishment benefit that occurs for oil lubricated elements. For instance, the volume calculated for the short interval, Gq-Weekly, would ideally be uniformly distributed into the number of working hours for the time period and applied accordingly. This technique would require automatic application incorporating the use of timers and low volume injectors or quality single point lubricators.
Replenishment Frequency Requirements for Element Bearings
A relubrication interval is based on theoretical reduced service life (F10 Real) in hours, which is based on known grease degradation performance under test conditions (FAG FE9 Tester, DIN 51821, Part 2; SKF ROF Tester, DIN 51806).
Grease lifecycles can be predicted empirically. Much like a bearing L10 lifecycle value that indicates an operating interval for which 10% of a given bearing population would fail under identical operating conditions, the grease F10Real value projects an operating interval for grease lifecycles, and consequently relubrication intervals. The grease F10 Theoretical calculation is predicated on work conducted by the German Society of Tribology (GfT, worksheet 3), and requires more space than can be devoted to it’s explanation here.4 Similar to the earlier comment about grease fill volumes, this approach works well when specific greases are being tested for specific applications during design considerations, but is difficult for the plant lubrication technician to apply to in-service components that don’t reflect test conditions.
The F10Real calculation is as follows:

Where:
F10Real = Adjusted Frequency, Hrs
F10 = Calculated Nominal Grease Lifecycle
= (P; T; Kf * n * dm)
and
P = FE9 Load Factor
T = FE9 Temperature Factor
Kf = Factor for Bearing Type
dm = Bearing Pitch Line (mm)
n = Bearing Speed, RPM
F1 = Op. Environmental Pollution
F2 = Op. Load Dynamic/Vibration
F5 = Op. Outer Ring Rotation
F6 = Op. Mounting Type and
Centrifugal Energy
When FE8 and FE9 test data, and F10Real values for specific products are not available, a modified approach can provide the reliability practitioner with a well defined starting point. This empirically derived approach assumes nominal operating conditions for bearings operating at low PLV values (≤ 300K for ball and roller type elements, ≤ 140K for spherical and thrust type elements), and is shown in Figure 5.

The correction factor, K, allows the engineer to adjust frequencies based on machine operating and environmental considerations. The six provided conditions reflect practical issues that degrade bearing life and grease performance. Figure 6 includes the correction factors for a 3.44 inch bore spherical roller bearing operating at 1200 rpm (PLV = 160,800) in direct exposure to rain and in a dusty environment, such as on an unpaved building easement near a roadway, and exposed to the weather. The calculated interval amounts to 36 hours between relubrication events. For this short of an interval, an automatic application method would be strongly recommended.

Bearing OEM Lubrication Guideline publications provide alternate quantitative approaches that are also valid and could be considered as a strong reference starting point.5, 6, 7
Summary
Bearings cannot run reliably without timely and sufficient relubrication. Grease provides an efficiency opportunity that doesn’t exist with oil lubricated sumps, and accordingly is a common choice by machine designers.
Without the benefit of thoughtful, purposeful practices, grease relubrication methods have the potential to negatively impact component life and machine health. These common methods for engineering plain and element bearings practice development can be used by the lubrication engineer, planner or reliability leader to greatly enhance the usefulness of grease products and labor utility.
The calculations are central to precise lubrication practices, which is central to plant productivity and economic efficiency. These calculations can be plotted on an excel worksheet or calculator. To assist the guys working with the tools, a device has been developed that incorporates these calculations into a small but representative collection of the most common bearing operating conditions. The device, a circulator calculator, is called the LubeCoach. There is a specific LubeCoach designed for ball bearing applications. Separate tools are required for spherical and cylindrical element bearings. Although it doesn’t address every possible scenario, LubeCoach can shorten the estimation exercise from hours to seconds, and bring the power of quality and precision to the planner and craftsman at the plant floor. For more information go to www.precisionlubrication.com, and look for ‘Online Tools’.
Mike Johnson, CLS, CMRP, MLT, is the principal consultant for Advanced Machine Reliability Resources, in Franklin, Tenn. You can reach him at mike.johnson@precisionlubrication.com.
1. Antriebstechnik 18, 1979, Nr. 3, 71-74.
2. LubCon GMBH, Bearing lubrication Calculation Worksheet, FAG Bearings, German Society of Tribology, others.
3. FAG Bearings Limited, Roller Bearing Lubrication Guide, Publication Number WL 81 115/4 EC/ED
4. LubCon USA, LubCon GMBH, Bearing lubrication Calculation Worksheet,
5. FAG Roller Bearing Lubrication Guideline WL81115E. http://www.fag-industrial-services.com/gen/download/1/15/40
/37/FAG_Rolling_Bearing_Lubrication_WL81115E.pdf.
6. Web Reference X.X - Timken Bearing Company http://www.timken.com/industries/torrington/catalog/pdf/general/form640.pdf.
7. Web Reference X.X - SKF Bearing Company. http://mapro.skf.com.