The main benefit to predictive maintenance by the use of instantaneous torque signature analysis is the ease of data assessment. This article covers a variety of case studies on a diverse set of motors (1.5hp to 1250hp) in several industries. These studies aim at fault types that relate mainly to the mechanical field for line operated and VFD driven loads. The faults include looseness, impeller deterioration, mechanical unbalance, bearing failures, eccentricity, VFD-regeneration, VFD dynamic overloading and VFD oscillations.
Looseness
Often the motor and driven load are relatively inaccessible. This is also true for automated machinery in manufacturing environments. Due to safety considerations, it is uncommon that maintenance professionals investigate the functionality of automated machines during operation. Most faults are noticed only after a failure causes work stoppages. Mechanical failures that reach this state will require more downtime to repair than if found at an earlier stage.
Dynamic technology allows measuring the electrical input to motors, and diagnosing the driven process. This concept uses the motor as a sensor for the driven load. Figure 1 shows the instantaneous torque versus time graph in a manufacturing environment. The load is driven by a 1.5hp, 4-pole motor. Understanding the busyness of the predictive maintenance professional's schedule, clearly, the cost of the motor itself is not sufficient to warrant a line shutdown; however, the cost of potential downtime warrants a closer look.

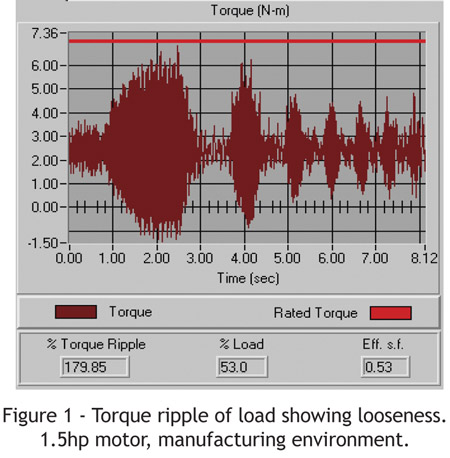
The red line shows the upper limit of the rated operation or rated torque. This signature shows a steady state average torque, onto which torque band increases are added. These band increases represent fast torque changes. Looking at the size of the highest peak to the lowest valley, we see that this dynamic torque changes in a range of full rated torque. This happens literally thousands of times per second, so frequently, that it cannot be counted in this graph without zooming in. This signature shows that there are extremely large pulsations on the driven load that cannot be explained by the nature of the load. A basic understanding of the mechanical setup of this load, however, allows diagnosing looseness and rattling. The fact that the amplitude of the torque bands are varying from band to band, the changing time intervals between these occurrences, as well as the varying duration of the torque band changes, are hallmark limitations of finding signatures using the frequency domain.
There are no reoccurring patterns in the time domain, hence there are no clear distinguishable peaks resulting in the frequency domain. Random patterns, like this one, only elevate the noise-floor in the frequency domain, and are difficult to diagnose there. Fault signatures containing relatively high transient energy levels are optimally found in the time domain. This fault type may or may not have consistent inner frequencies. If the fault lacked consistent inner frequencies, then diagnosis is difficult in either the frequency or demodulated domains.
Finding this fault during general operation and at the MCC was advantageous. It allowed for a safe diagnosis and shortened downtime. Less than one hour was required to readjust the load. Figure 2 shows the torque signature of the same load after the readjustment. The torque band increases are gone, and the torque signature describes a steady state operation.

Impeller Deterioration
Deep well water pumps are used in many community water supply systems. Sand and other foreign materials are pulled into the intake of the pump, which grind inside the pump, causing erosion. The results of this phenomena are shown in Figure 3.

Being able to observe whether foreign materials are being pumped allows for the forecasting of pump degradation. Simple changes such as a reduction in pump speed can help rectify this problem. However, if pump speed is relevant to the process, then an understanding of this deterioration process is beneficial.
A lab setup was used to verify the sand signature of a VFD driven submerged pump. Data was acquired for 120 seconds. For the first 40 seconds the pump operated without sand intrusion into the intake. Increasing amounts of sand were introduced during the remaining 80 seconds. Figure 4 shows the instantaneous torque curve in red, and the short time averaged curve in blue. Notice that the short time average is flat while only water is pumped; however, it shows a strong variation once sand was introduced. Between seconds 100 and 115, the amount of pumped sand is above the acceptable level. After further increases in sand, between seconds 115 and 120, the pump reaches such a high level that it begins to bind.

Mechanical Unbalance
Predicting failures of motors or bearings is important in industry. One of the most critical environments for predictive maintenance is the nuclear industry. Over several years, it was noted that in-duct mounted fans were failing due to bearing problems at an unusual rate. The failures were not successfully predicted by using top of the line portable vibration monitoring equipment. Lacking permanently wired sensors on the motor, vibration data is limited to the outside of the air duct in which the motor is mounted. The mounting bars of the motor to the duct were dampening the vibration signatures. These failure modes, which are easily diagnosed on the motor's case, did not reach the outside of the duct. In an effort to find alternate methods of failure prediction, two failure modes were planted onto a duct-mounted fan. The first experiment was comparing the baseline, well-balanced operation of the fan with a mechanically unbalanced operation, shown in Figure 5.

The torque spectrum shows a 1x peak for this 4-pole motor. This peak amplitude was found to be a reliable measure of the severity of unbalance. This technology can be used for baselining and identifying worsening mechanical unbalance conditions.
Bearing Failures
The second failure mode investigated was an outer bearing failure. Figure 6 (following page) shows a typical bearing signature pattern. This bearing had a BPFO of 107Hz. The failure pattern in the torque signature showed a high peak at 107Hz, and its third harmonic at 314Hz (in red). Additionally it showed the sidebands at ±2 x electrical (in green) to the BPFO.
The result of this investigation showed that it is possible to find deteriorating bearing failures in this type of application. The measurements of currents and voltages were taken at the MCC.

Eccentricity
According to Peter Vas in his book Parameter Estimation, Condition Monitoring, and Diagnosis of Electrical Machines, it is possible to detect eccentricity by using the stator current's frequency components created by rotor bar pass frequencies. Modern work focuses on the use of these frequencies, taking into account that the amplitudes of the current spectra calculated before are not always visible on every motor design. There are rotor bar-stator slot combinations, which will not show the signatures, regardless of the amount of eccentricity. Babour and Thomson investigated the effects of rotor slot design (open or closed bridge), saturation and skew. Their conclusions were that the frequencies observed by variations due to skew, rotor bar design in combination with stator slot design and saturation, make an accurate assessment of eccentricity based on the rotor bar pass frequencies unreliable. If the maintenance professional does not know what combination of rotor bar and stator slot counts work with the rotor bar pass frequency method, an inaccurate assessment could be made. The analysis of 1x and 2x electrical frequencies in the demodulated torque spectrum is a method that does not require knowledge of rotor bar and stator slot combinations.
Cryogenic pump motors are operated at liquid nitrogen temperatures. These low temperatures can introduce a bend into the rotor if not well tempered. This dynamic eccentricity disappears the instant the motor is removed from these extreme conditions. This situation is challenging to determine with vibration analysis because accelerometers do not function well at cryogenically low temperatures, and the fault does not show when the motor is elevated to normal temperatures.
Our research has shown that the AM demodulated torque signal is a reliable way of identifying dynamic eccentricity. An additional advantage is that dynamic eccentricity shows at the same frequencies that it does for vibration technology: at 1x and 2x electrical. Figure 7 shows the frequency spectrum of the AM demodulated torque signature for a motor with dynamic eccentricity. You will notice a significant amplitude increase at 60 Hz and 120 Hz.

VFD - Regeneration
Variable Frequency Drives (VFDs) are challenging to diagnosis, due to the dynamic changes of operating conditions. Lacking a steady state, the analysis requires the work be performed in the time domain.
This pulp and paper industry application is a 60 hp conveyor belt, which feeds logs into a saw. When there is no log in proximity to the saw, the conveyor's 6-pole motor runs at maximal rated speed (1200rpm). This is the operation's first 0.7 seconds, and from 3.7 seconds to cycle completion. The blue line shows the constant higher speed at 1200rpm during these times. At 0.7 seconds, the log reaches the saw. This causes the PLCs to slow the conveyor's speed to cutting speed (250rpm.) The deceleration takes 1 second. Cutting the log takes 1 second, and then, at 2.7 seconds, the PLCs accelerate back to 60Hz.

The red line in Figure 8 is the torque signal. It keeps a steady average value during the steady state operations. During the deceleration and acceleration, it keeps constant low and high torque values, respectively. This behavior matches expectations, by remembering that
Force = mass X acceleration
In Figure 9, we see the same torque signal, represented at a higher resolution. Typically, the resolution in Figure 9 is used for understanding trends in the system. The resolution in Figure 9 scrutinizes the particulars of the system. It also shows the dynamic rated torque boundary. This is calculated as a function of voltage level, frequency and motor nameplate information. This line represents the equivalent of the full rated operation's temperature stress to the motor.

Three interesting items were identified in this figure. First, A, shows the torque is negative. This means that during the deceleration, the motor is operating with a negative torque, trying to stop the load from running fast. The negative torque means the motor is operating as a generator, taking energy from the driven load and passing it to the electrical grid.
The motor can operate as a generator without any trouble; however, not all loads can withstand a push-pull type operation. In this case, the conveyor was designed for a push-pull operation.
VFD - Dynamic Overloading
Secondly, B in Figure 9 shows the instantaneous torque surpasses the rated torque. The rated torque is 220 Nm, while the operating torque keeps an average of 300 Nm with a peak surpassing 400 Nm.
Overloading is a fundamental reason why motors overheat. A closer look shows that the motor overloads during acceleration. The solution is simple. Slowing the settings for acceleration (Hz/seconds) will keep the motor from overheating. If the 1-second acceleration from 20Hz to 60Hz is lengthened to a 1.3-second acceleration, the torque will drop by the percentage by which the acceleration time is extended. Again, remember the equation:
Force = mass X acceleration
Commonly, there is no problem in slowing down the acceleration for such an application. It results in a reduced production of 0.3 seconds per log. If this 0.3 second was prohibitive, the cruising speed of the conveyor could be adjusted higher. It is set at 60Hz, which is a common 'rated' setting. NEMA MG1 allows motors of 4-poles and up to be run up to 110% of rated frequency. The needed adjustment would make up for 0.3 seconds during the 4 seconds of 60Hz speed. Setting the cruising speed from 60.0Hz to 66.0Hz will rectify the lower acceleration rate's lost productivity. This small change in cruising speed will not noticeably affect the health of the mechanical system.
VFD - Oscillation (Hunting)
Finally, section C in Figure 9 shows an inconstant torque while the motor is running at a set speed. The torque is showing a low amplitude oscillation. This type of oscillation is typical within VFDs, and can be explained as the mechanical system 'talking' to the electrical regulation of the VFD. The electro-mechanical system can start swinging, or oscillating. This mode frequently is called 'hunting' by the field. Even though the motor sustains no damage under this operation mode, the mechanical system is constantly accelerated and decelerated. This swinging will stress the entire mechanical system, including the conveyor belt and all parts holding it in place. Such an oscillation represents unnecessary wear on the system.
Most VFD's produced during the last 15 years have adjustable PID settings. The PID settings' function is to counteract the 'talking' between the load and the VFD. Since the VFD manufacturers do not know in advance what mechanical system properties the motor will face, they cannot pre-set the VFD in its optimal state. Ensuring that the PIDs are set to avoid oscillations is the responsibility of field maintenance. They may do this task themselves, deal with the VFD manufacturer's service group, or hire a third party.
Comparing Current And Torque Signals
Current signature analysis has been on the market for nearly twice as long as torque signature analysis. It also has the enticing simplicity of not requiring a synchronous measurement of multiphase currents and voltages, nor does it need additional computation. So why go to the trouble for the added complexity of the torque calculation? The answer is in the commonly used domains of torque analysis: Time and Demodulated.
Time Domain -- The same process, in which the cryogenic pump manufacturer checks for low temperature induced eccentricity, is used for overall functioning of the pump.
In Figure 10, it is virtually impossible to distinguish the quality of the signatures of the good and the poor operation.

In Figure 11, the two torque signatures show tremendous differences. Through basic understanding of pump operation, a steady state is expected with nearly no torque ripple. With the use of the torque signature method, the visual difference between a healthy signature and a faulted one makes it unnecessary to compare one signature with the other. The torque signature results in a simple, intuitive and definitive assessment, whereas the current signature offers an unrealistic fault assessment.

Demodulation Domain -- Evaluation of the demodulation signals quality for current and torque signals is performed by looking at the field example of eccentricity quality control. As discussed previously, the rotor bar pass frequency is not a reliable identification of eccentricity faults for motors. Table 1 compares the signatures obtained using the identical data for the four motors tested. The signatures are investigated at 1x and 2x electrical frequencies.
Table 1 shows that the difference in amplitudes of the demodulated current's signatures is maximized at 31% in the motor showing a fault. This level barely suffices in the field for defining useful thresholds. The torque signature, however, shows an increased signature of almost 600%. This signal would be of reliable quality for setting pass-fail criteria. Here again, the torque signal proves to be a better quality tool for field use than the current signature technology.

Conclusions
Instantaneous torque was used to identify a variety of field relevant fault modes. Looseness and pumping of sand were successfully diagnosed with the time-domain torque signal. Mechanical unbalance and bearing faults were recognized with the torque vs. frequency representation. Eccentricity was diagnosed with the demodulated frequency representation of the torque signal. Dynamic VFD applications showing cases of regeneration, dynamic overloading and hunting were diagnosed with the time domain signal.
Many of these diagnoses are impossible to make successfully using the current signature analysis technology. The advantages of the modern and proven torque signal were contrasted to the results obtained using the same data.
Ernesto J. Wiedenbrug (S'94 M'00 SM'01) holds a Dipl. Ing. from Aachen, Germany and a Ph.D. in electrical engineering from Oregon State University. He is the project manager for Baker Instrument Company's on-line technology. He has worked as an intern for Siemens SA in Buenos Aires, Argentina and as a power engineer for ISCOR, in VanderBjilpark, Rep. of South Africa. During his doctoral degree he had a one year fellowship with Volkswagen AG Germany, and was subsequently employed as the general manager of the Motor Systems Resource Facility, an EPRI funded center. His main area of interest is predictive and preventive maintenance of electrical motors.
References
- Analysis of Electric Machinery, Paul C. Krause, IEEE Press
- NFPA 70E
- Measurement Analysis and Efficiency Estimation of Three Phase Induction Machines Using Instantaneous Electrical quantities, E. Wiedenbrug
- In-service testing of Three Phase Induction Machines, E. Wiedenbrug, A. Wallace
- Parameter Estimation, Condition Monitoring, and Diagnosis of Electrical Machines, Peter Vas
- Selection Criteria of Induction Machines for Speed-sensorless Drive Application, S. Nandi, S. Ahmed, H.A. Toliyat, R. Bharadwaj
- Mixed Eccentricity in Three Phase Induction Machines: Analysis, Simulation and Experiments, S. Nandi, R.M. Bharadwaj, H.A. Toliyat
- Finite Element Study of Rotor Slot Designs with respect to Current Monitoring for Detecting Static Airgap Eccentricity in Squirrel-Cage Induction Motors, Babour, W.T. Thomson
- NEMA, Motors and Generators MG1-1998