THE SCHOOL
At the time of the conference, I had already been involved in a capstone project mentorship program for high school seniors at Woodward Career Technical High School in Cincinnati, Ohio, through my position at Toyota. This high school is part of Cincinnati’s public school system and is predominantly African-American in population. To give you an idea of the area, from January to August 2013, there have been two separate gun violence incidents in the area involving two different Woodward high school students as victims; one of whom was killed.
The program I was given the opportunity to be part of is called Advanced Technology in Manufacturing. The high school has two other programs, Building Technology and Health Technology, that allow students to have a choice in selecting a major.
In each program, students can become certified in career readiness in these particular areas. According to the teacher, Mr. David Hapner, the advanced technology program uses the ACT National Career Readiness Certificate by requiring students to take three assessments in applied mathematics, locating information and reading for information. Once certified, this gives the students a way to promote themselves to potential employers immediately out of high school.
THE PROJECT
The Advanced Technology in Manufacturing program requires a capstone project where students work in groups with a locally assigned sponsor company. In addition to my company, there were six other companies from Cincinnati working with students in this program. The students become familiar with a process within the company and help solve a problem given to them from that process. At the end of the semester, they are required to present information about the company, the process they witnessed, what the problem was and how they solved it.
I was asked to present to four students working as a group with a manufacturing process and a problem with that process. Before presenting them with the process and problem, knowing that they would not know any proactive maintenance processes like reliability centered maintenance (RCM) or failure mode effects analysis (FMEA), I taught them about what I do.
WHAT TO TEACH?
Before actually meeting the students I was to work with, I had to come up with some sort of way to teach them about what maintenance reliability is and how to use reliability processes as a structured way to solve problems. I knew I could never teach them the same way I was taught maintenance reliability because when I began learning, I already had five years of experience in the industry. I had to bring myself to their level.
I asked myself, “What things made sense to me when I was about to graduate high school?” I knew I liked money when I was a teenager. I also knew I liked the freedom of being able to drive my car where I wanted to go. These two thoughts were exactly what I based my summary of reliability on. Toyota makes cars and sells them for money. Toyota can’t have the freedom to make cars without a means…the machine.
YOU JUST GOT TAUGHT!
I created an A3 (11x17 for you non-Toyota folks) with all the information they needed to know about reliability and taught one-on-one right off that sheet without a presentation. They didn’t need to take notes because they had it all on one sheet.
First off, they needed to know some definitions and acronyms, otherwise they would be lost as soon as I got to MTBF and MTTR.

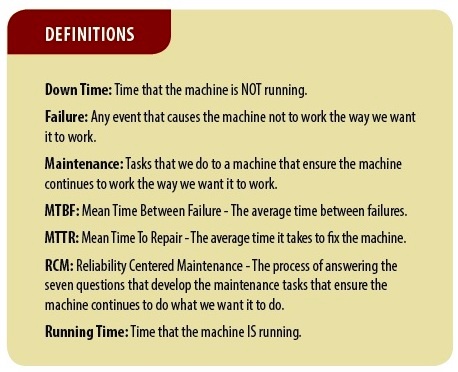
Figure 1: A3 definitions
Next, I explained to them how I have to report on key performance indicators (KPIs) of MTBF and MTTR. They needed to know, in all simplicity, what that means. I remember learning terms and acronyms when I first did my co-op and thinking about how complicated everything was when, in actuality, it was very simple.
LONGER MTBF and SHORTER MTTR Equal MORE Running Time – This is a typical heading to describe the goals of uptime, but to make the main goal as simple as possible for my students, the major heading in my A3 is: MORE Running Time Equals MORE Cars Built $$$. This also shows the students where this type of role stands within the company and why it’s important.
Then, they learned the improvement process. The process I showed them was a very simple version of reliability centered maintenance. Without getting into risk management or the 80/20 rule, I basically had to explain to them that when a machine is failing so frequently that you inhibit your main goal, you have to improve it. RCM is one structured way of improving a machine to enhance your main goal of producing cars.
When improving a machine or process, you have to show the problem. In this case, a short MTBF and long MTTR is the problem. Once the improvement is complete, then you must show how the improvement enhanced your main goal. Figure 2 shows simply that by using an improvement process like RCM, you can improve your main goal.

Figure 2: RCM as a maintenance improvement process
The students at this point were just listening to me ramble on. My next point is where I related this process to something that made sense to them -- the fact that they each liked or wanted the freedom to drive wherever they wanted to go. Figure 3 shows the actual thought process of the students when looking at their car as a machine whose function needed to be maintained. They answered the seven questions of RCM.
They were also given information on tools they might be able to use to predict a future failure. They can use tools, such as infrared thermography, oil analysis and vibration analysis, to countermeasure their failure modes. One day in class, I let them operate an infrared camera, which turned out to be very exciting for them.
THE PROCESS
Once I taught them some basic concepts of reliability improvement, I showed them a process in the assembly shop at Toyota’s Georgetown, Kentucky, plant. It was a simple process of filling the vehicle on the assembly line with coolant. They were to take what they saw from the process and use what was taught previously to improve the machine’s reliability or MTBF/MTTR (given that this machine needed the improvement). They performed their own RCM analysis with just a few questions that needed to be asked of me, but for the most part, they did it on their own.

Figure 3: Actual student thought process using the RCM 7 questions on a car
THE PRESENTATION
On presentation night, they had a poster board, with each student taking a section and speaking about it. They also borrowed the infrared camera connected to a screen and a video of the process as props to enhance their presentation. The students did very well and presented the entire project as experts. Everyone (parents, teachers and the principal) was very impressed with how well they put it together.
As I was walking around looking at other presentation boards, a woman came up to me and asked if I was the one who worked with the students at the table with the colorful camera. She looked very serious as if she was about to tear my head off for doing something wrong. I hesitantly answered, ‘Yes.’ I did not expect her to tell me how thankful she was that I made an effort to work with her son and getting him excited to go to college.

Figure 4: Student’s presentation table
Hearing that I helped her son get excited about college was probably the most rewarding moment of this activity. I really encourage readers to get involved with a program like this. It is rewarding to not only get someone excited about a career in maintenance or engineering, but to get them excited about something. If not maintenance and engineering, at least they were educated on opportunities they might not have otherwise known about. This program made a big impact on these students. For the sake of maintenance and engineering, I can now say we can count four more young people who found the field exciting.
