Infrared (IR) thermography has proven itself to be a valuable tool for predictive maintenance and process monitoring system applications for many industries – even in sub-par economic times.
Infrared thermography is the production of non-contact infrared or heat pictures from which temperature measurements can be made. By detecting anomalies often invisible to the naked eye, thermography allows corrective action to be taken before costly system failures occur. Portable infrared imaging systems scan equipment and structures, then instantly convert the thermal images to visible pictures for quantitative temperature analysis.
Infrared thermography is being used by manufacturers for the predictive maintenance of a wide range of applications, including mechanical systems, electrical systems, and building diagnostics – making it a smart investment for its versatility. Typical mechanical systems monitored in a predictive maintenance infrared program include bearings, motors, pumps, compressors and conveyor idlers. For electrical applications, infrared thermography can detect loose connections, corrosion, and load imbalances.
Manufacturers are seeing favorable ROI with infrared thermography programs as the technology enables them to take corrective action before problems occur – thereby saving money and other resources. Types of savings include: reduced PM inventory because problems are detected early, labor savings by taking immediate corrective action, energy savings – both from making sure that equipment is running optimally and sealing building leaks, decreased downtime, increased production, reduction in waste and scrap parts, quality assurance during the process via real-time process control, and much more. This article provides examples of how IR programs save money, and are justified by their ROI.
Infrared Inspection Economics
During an economic downturn, a knee-jerk reaction in many companies is to cut expenses across the board. When it comes to predictive/preventative maintenance (PPM) activities, the philosophy may be: “We’ve cut production, so the equipment is being used less and we can cut back on PPM.” That’s questionable logic in general, but especially in the case of infrared (IR) inspections, where an immediate payback is possible from increased use of the technology. Even if IR inspections haven’t been part of a PPM program, investing in an IR camera can provide an almost instantaneous ROI.
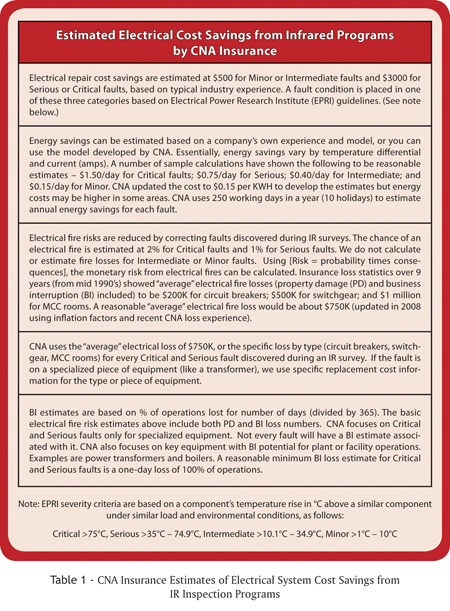
PPM is like an insurance policy, and insurance companies aren’t known for laying out money needlessly. One of them, CNA Insurance, has made it their business to save their clients (and themselves) a lot of money by making IR inspections an integral part of their services1. CNA performs extensive economic analyses of the savings that can be gained from this activity. A few of its 2008 loss/cost savings estimates appear in Table 1.

Taking corrective action before outright failures occur saves money in many other ways. These include:
• Reduced inventory of maintenance parts
• Labor cost savings by avoiding serious equipment failures
• Energy savings by optimizing equipment operation, and
sealing building leaks
• Savings from decreased downtime (i.e., increased output)
• Reduced waste and scrap parts by improving
equipment operation
• Increased quality and/or production through
real-time process control
• Safer working conditions (i.e., reduced injuries to
maintenance and operating personnel)
Chemical Manufacturing Switch Gear Example
An IR scan of switchgear in a chemical plant spotted a high temperature on the surface of the connection at the A-phase lead of an air compressor circuit (Figure 1, left view,). This temperature was 420.7°F hotter than the maximum temperature of the surrounding area. Using CNA’s criteria, the thermographer identified this as a Critical fault. If that fault had resulted in an arc flash event, or even ‘just’ started a fire that destroyed the switchgear, the facility could have lost 100% of its operations for a week. That was estimated to be worth about $1million, plus tens of thousands of dollars in direct repair costs. Even without such a catastrophic event, the bad connection was costing the company money in excessive energy consumption for every minute of operation.

While on the subject of arc flash, it should be noted that these events quite frequently have catastrophic results. Each year, arc-flash events in the U.S. cause millions of dollars in equipment damage, ghastly injuries, and deaths. When electrical circuits open due to overheating, the fault current that flows across the resulting air gap forms an electric arc plasma (highly ionized gas). This can result in a bright flash, tremendous heat, a high-pressure blast, vaporized metal, and shrapnel traveling at over 700 miles per hour. The strength of the arc depends on the amount of electrical energy available in the circuit that feeds it. It is not uncommon for arc temperature to exceed 35,000°F, and blast pressure to exceed 3000psi.
Low Cost Hydraulic System Fix
Hydraulic systems are another example of equipment that typically heats up to excessive temperatures before failure. This was the case on a transfer line at a diesel engine manufacturer (Figure 2).

Electricians for the cylinder block line were being called repeatedly to this operation to reset high temperature faults on the hydraulic system. All pressures and flows were found to be within specifications. A predictive maintenance team checked the temperature using an IR camera and found that the power unit was operating near its 117°F fault setting, as shown in Figure 2 (top view). Further analysis revealed that the hydraulic system was slightly undersized for this particular application. Subsequently, another gage station had been added to the machine, which increased the system load. Whenever the ambient temperature went high enough during the summer, the high temperature faults would occur.
While this is a rather simple situation, the costs of solving the problem can range from cheap to expensive, depending on circumstances. Upsizing a hydraulic system that works fine 10 months of the year is expensive. So is the purchase of a new chiller unit for the existing system. A trained thermographer on the maintenance team came up with a simple, ingenious, and low cost solution. The thermographer recalled one of the laws of thermodynamics taught in Level I thermography, that is:

The problem was that more energy was stored in the system, indicated by a higher temperature than was desired. So if the energy output rate of the system could be improved, then the temperature would go down. This basically amounted to increasing the heat transfer from the object. One of the easiest and most cost effective ways to do this is by increasing the emissivity of the surface of an object. By simply painting the hydraulic power unit and all its piping flat white, the paint increased emissivity, allowing heat to dissipate better, instead of being trapped inside. For the cost of a few cans of spray paint, the temperature of the system was reduced by about 10°F. This was enough to avoid the expensive alternatives, and provided a nice ROI for their IR camera.
Steam and Condensate Line Troubleshooting
Besides the obvious electrical components, power generation stations have a lot of equipment to worry about. One of these stations in the southwest U.S. started noticing worri-some symptoms on one of its steam turbine generators. The first indication was a decrease in electrical load. The control valves were open more than normal, and there was an increase in steam flow to generate the same load as before the problem was noted. Along with these problems, it became apparent that with the increased flow, all of the turbine pressures had also increased, including the condenser backpressure.
As a first step in troubleshooting the problem, infrared thermography of the crossover piping and two sides of the condenser was taken and analyzed. Figure 3 contains three thermograms showing abnormal heat patterns on parts of the turbine condenser. All indications, measurements, and IR imagery pointed to a steam breach in the lower region of the low-pressure (LP) turbine. Because this problem could lead to serious damage, the unit was taken out of service for further inspection and repairs.

The problem identified was that an expansion joint from the #3 extraction to a feed water heater had failed in the LP turbine, causing steam to impinge on the condenser walls, neck and adjacent piping. The failed expansion joint threw shrapnel throughout the condenser neck which pockmarked several other pipes and components. The loose pieces of metal and large volume of steam at 500°F, in a vessel that normally operates at 110°F, could have caused a serious event to occur. Shrapnel from the expansion joint could have also lodged in the condenser tube bundle and caused tube failures immediately, or in the future, due to the vibration and constant abrasion of the pieces of metal against the tubes.
Subsequently, all the expansion joints affected by the failure of the #3 extraction joint were replaced in an effort to avert any other failures. Maintenance personnel observed that had infrared imagery been taken when the turbine was originally installed, this would have provided baseline data for subsequent IR scans. Baseline images allow for more expeditious troubleshooting, and helps spot problems before they become more severe.
Thus early intervention minimizes damage to equipment that can cost millions of dollars to replace or repair. An important lesson here is that baseline IR scans are a tremendous enhancement to IR camera ROI.
IR Thermography Complements Mechanical Diagnostics
Many companies just scan their electrical equipment with IR cameras because they have other technologies to test motors and other rotating machinery. However, using IR scans on mechanical components improves IR camera ROI by capitalizing on one of the strengths of thermography. It can quickly detect temperature differences on mechanical equipment via non-destructive, non-contact temperature measurements (Figure 4). Using handheld IR cameras, thermography is a very fast and efficient method to scan many pieces of equipment quickly, searching for thermal anomalies. With baseline scan records, trend analysis of motors and bearings provide early warning of impending problems.

While thermography may not always point to the root cause of a problem, it does let you know one exists. Thus, it complements ultrasound, vibration, and electrical circuit analysis tools. These are a potent arsenal in the hands of competent technicians. Intelligent use of these tools has a synergistic effect on the ROI on all of your PPM diagnostic equipment.
Justifying the Cost
If you are not already using IR thermography in your PPM operations, the hardest part about starting a program is justifying the cost of the camera, software and training to do the infrared inspections. Naturally, management wants some idea of the program’s ROI. Gathering the data to provide a reasonable estimate can be time consuming, but knowing where to look can help shorten the process. Start by using online searches to look at other companies’ business cases that will provide examples.
Internally, use your company’s computerized maintenance management system (CMMS), which tracks maintenance inventory, work orders, purchasing, etc. Look for details regarding equipment failures, root causes of the failures, and the cost of the completed repairs. If you’re lucky enough to have access to this information, sort all the equipment failures for one year into mechanical and electrical equipment. Just the data on electrical equipment alone can often cost justify a new infrared program.
For instance, total the cost of all the electrical equipment materials. Don’t include the labor cost for the repair, but just the equipment replacement cost. Use the lowest equipment replacement cost when there is a range of costs. Leave off the labor cost to replace the failed equipment since this will offset the labor cost to fix (for example, loose or improper electrical connections on the equipment before it fails). This repair-before-failure category generally involves “disassemble, clean, and retighten to manufacturers’ specifications”, which are relatively inexpensive activities. On average, about two-thirds of electrical equipment failures are due to loose or improper connections that are easily spotted with IR scans. So, multiply the total electrical equipment replacement costs by two-thirds, because you’re finding those bad connections before the components burn up. You may want to factor this down a little if you assume that some of those bad connections won’t be found.
Now ask the following questions: Is the total cost avoidance enough to justify starting an infrared program? Given this cost avoidance total, will an infrared program pay for itself in 6 months, 1 year, or 2 years? (The ROI question). This calculation is extremely conservative, and most importantly, can be verified by the company’s accountant. Remember, this is only a small part of the ROI picture. We have not even considered lost production, downtime, safety or mechanical equipment costs. Even though these other pieces of the ROI puzzle are usually much greater in numbers and totals, they are also less quantifiable, so they are a potential source of disagreement.
If your company does not track equipment failures and replacement costs, or you need additional cost avoidance numbers, look at what preventive maintenance routines your company currently implements. Two preventive maintenance procedures to look closely at are:
1. Tightening all electrical connections once a year (many electrical
connection problems are actually caused by this approach).
2. Periodically replacing equipment before it fails, even if it does
not have a problem (presumably to avoid unplanned outages).
An IR scan program can eliminate or reduce the cost of these pre-emptive PPM activities. Even if your company runs all equipment to failure, IR scans can provide a “heads up” warning on what equipment has a problem or is about to fail, enabling the company to inventory spare parts for when they’re needed.
For established IR programs, be sure to keep a record of cost avoidance and other cost benefits of the program. These should be reported to management at least yearly, preferably ahead of budgeting activities. The savings garnered through the program provide a running tally of its ROI. These numbers are important anytime, but especially so during a business downturn.
References
1. Gray, Thomas A., “CNA Saves its Clients More Than $80 Million
over 3 Years of IR Surveys from March 2005 through 2008”, in
InfraMation 2008 Proceedings, Volume 9 (ITC 126 A 2008-05-14);
conference of Nov. 3-7, 2008, Reno, NV, available at
http://www.flir.com/WorkArea/showcontent.aspx?id=23398.
2. Hays, Deborah, “In Manufacturing, Little Things Mean a Lot”,
in InfraMation 2008 Proceedings, Volume 9 (ITC 126 A 2008-05-
14); conference of Nov. 3-7, 2008, Reno, NV, available at
http://www.flir.com/WorkArea/show content.aspx?id=23400.
David Doerhoff is a district sales manager for FLIR Systems, the world leader in the design and manufacture of infrared cameras for a wide range of applications, including preventive maintenance, product research and development, process monitoring, building inspection, and more. Mr. Doerhoff, who has more than 19 years’ professional sales experience, is responsible for FLIR’s sales efforts in Missouri, Kansas, Nebraska, and Iowa. Prior to joining FLIR three years ago, Mr. Doerhoff worked for Olympus, selling industrial endoscopes and cameras. Mr. Doerhoff obtained his Level l Infrared Thermography Certification from the Infrared Training Center and is a member of the American Society of Home Inspectors. He has presented on infrared camera technology and applications at numerous industry events throughout the United States, including SMRP, ASHI, NPI, and Gas Emissions. Mr. Doerhoff holds a Bachelors degree in Economics and Finance from the University of Missouri. Based out of Kansas City, MO, Mr. Doerhoff may be reached at david.doerhoff@flir.com or 816-884-3021.
- Reliabilityweb Pinnacle Releases Economics of Reliability Report ›
- Reliabilityweb Acoustic Imaging Camera Family with Expanded Frequency Range and Integrated Battery ›
- Reliabilityweb SEAM Group Launches ViewPoint 2.0 to Optimize Safety and Reliability of Customers’ Assets ›
- Reliabilityweb Teledyne FLIR debuts SIRAS Drone for Public Safety and Industrial Inspection ›
- Reliabilityweb Teledyne FLIR debuts SIRAS Drone for Public Safety and Industrial Inspection ›
- Reliabilityweb RealWear Launches World’s First Hands-Free, Voice-Controlled Thermal Camera ›