Many are doing so by challenging current methods and experimenting with new ideas. While many focus on the obvious lubrication techniques (5 R’s), many are missing key opportunities when it comes to the quality of their plant filtration program. Prior to tackling any kind of filtration opportunities, you must first develop a plant filtration standard that addresses the individual needs of your equipment, and ultimately, tie into your plant reliability strategy. Many plants fail to address the need for a plant filtration strategy and take a one size fits all approach when it comes to filtration.
Fluid Cleanliness
As we start discussing the effectiveness of a quality filtration program we need to start with what is “Fluid Cleanliness”. Fluid cleanliness or lubricant cleanliness refers to the absences of contamination. Microscopic particles are the most harmful form of contamination in lubricants. They can irreversibly damage bearing surfaces, shorten life of equipment and cause early unexpected equipment failure. The saying “New Oil is not Clean Oil” is correct in most cases. The concentration of particles in “new drums” and in bulk deliveries can be extremely high, and if not monitored and addressed, will ultimately lead to premature equipment failure.
Understanding how equipment fails is the first step in establishing a quality filtration program as part of the overall plant lubrication program. Internal surface degradation is the cause of over 70% of equipment failures (Figure 1), according to one study conducted by Rabinowicz of M.I.T.

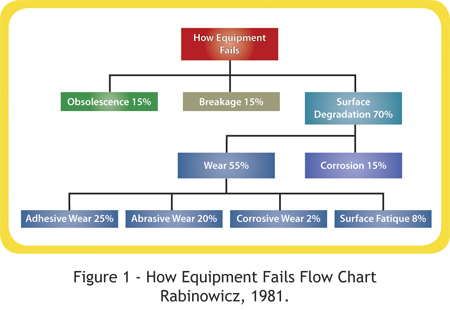
There are four basic types of wear: adhesive, abrasive, corrosive, and surface-fatigue.
The most common type, adhesive wear, arises from the strong adhesive forces that are generated at the interface of two solid materials. When solid surfaces are pressed together, intimate contact is made over a number of small patches or junctions. During sliding, these junctions continue to be made and broken, and, if a junction does not break along the original interface, a wear particle is formed. These particles eventually break away. Adhesive wear is undesirable for two reasons: first, the loss of material will eventually lead to deterioration in the performance of the mechanism; and second, the formation of large wear particles in closely fitted sliding members may cause the mechanism to seize at an early stage in its productive life. Adhesive wear is many times greater for un-lubricated than for effectively lubricated metal surfaces (Fig 2 and Fig 3).


Abrasive wear occurs when a hard, rough surface slides over a softer one, producing grooves on the latter. It also can be caused by loose, abrasive particles rolling between two soft sliding surfaces or by particles embedded in one of the opposing surfaces. Abrasive fragments borne by a stream of liquid or gas may wear down a surface if they strike the surface at high speeds. Since abrasive wear takes place when the abrading material is rough and harder than the surface to be abraded, it can be prevented either by eliminating the hard, rough constituent or by making the surface to be protected harder still (Figure 4).

Corrosive wear occurs whenever a gas or liquid chemically attacks a surface left exposed by the sliding process. Normally, when a surface corrodes, the products of corrosion (such as patina) tend to stay on the surface, thus slowing down further corrosion. But, if continuous sliding takes place, the sliding action removes the surface deposits that would otherwise protect against further corrosion, which thus takes place more rapidly. A surface that has experienced corrosive wear generally has a matte, relatively smooth appearance.
Surface-fatigue wear is produced by repeated high stress attendant on a rolling motion, such as that of metal wheels on tracks or a ball bearing rolling in a machine. The stress causes subsurface cracks to form in either the moving or the stationary component. As these cracks grow, large particles separate from the surface and pitting ensues. Surface-fatigue wear is the most common form of wear affecting rolling elements such as bearings or gears. For sliding surfaces, adhesive wear usually proceeds rapidly enough that there is no time for surface-fatigue wear to occur (See Figure 5).

By understanding what the four basic types of wear are, and how they originate, we can then start to address the proper filtration requirements needed to maintain proper equipment life. If we address new oil delivery, proper storage and handling practices, ventilation and breathers, sealing issues, service and built-in debris and clean reservoirs before filling with new oil we can combat contamination ingression. It is important recognize and understand that the cost of excluding a gram of dirt is approximately 10% of what it will cost to remove it once it gets into the oil.
Examples of Fluid Cleanliness
As part of your plant reliability program you must address the proper fluid cleanliness targets for each family of equipment such as pumps, gears, hydraulic systems, turbines, etc. Hydraulic fluid is normally cleaner than gear oil since the dynamic clearances in hydraulic systems components is much tighter than those in a gear case (See Figure 6).

Following the ISO (Solids Contamination) cleanliness code test ISO 4406:99, targets the particle size of 4µm, 6µm, and 14µm micron. This is usually presented as a three part series of numbers like 18/16/14. The lower this number the cleaner the overall oil is. A typical cleanliness code for new oil delivered to a facility can range from as high as 19/17/15 or higher down to 16/14/12 depending on the manufacturer. Based on the dynamic clearances of your equipment this “New Oil” being delivered to the plant, although it may meet the test criteria to be called the specific oil, in most cases, will it not meet the cleanliness criteria based on the dynamic clearances of your equipment. The best way to identify the initial cleanliness of your “New Oil” is to pull a sample of oil from one drum of each brand of oil when it comes into the plant. You don’t have to sample every drum of oil, but you should pull random samples from each family type of oil you use. By understanding this you can now start to identify the proper filtration level you want to attain per family of equipment.
Bearing Life and the Effects of Contamination
Like we already know, bearing life is greatly reduced in the presence of contaminated lubricants. However, if we want to improve bearing life and equipment reliability, we must understand the relationship between lubricant contamination and bearing life. Many factors can impact the overall life of a bearing, for example: speed, load, and contaminated lubricant. The basic life or L10 life as defined in ISO and ABMA standards, which is typically given in years, is the life expectancy of the bearing with a probability of 90 percent under given stressing conditions (load, speed, etc.), before the bearing fails due to fatigue. In other words, out of a population of 100 bearings, at least 90 of those bearings should reach their L10 life.
Let’s address how one of the most common contaminants, water, affects bearing life. Many studies have been conducted over the years to address how water contamination has a drastic impact on the life of a lubricant. First, where does the water come from? The majority of moisture that enters the oil comes from the following:
• Pressure differential between the equipment housing and
surrounding environment
» Housing temperature fluctuations
– Frequent on/off conditions
– Process fluid temperature changes
– Outdoor use
– Air flow over the
equipment/reservoir
• Through system vents and breathers
• From coolers and heat exchangers
• Precipitation
• Introduction of contaminated top up fluids
• Rain entering outside storage reservoirs
• Rain entering into barrels stored incorrectly
Water effects on the life of a bearing are as follows. Many bearing manufacturers recognize that if you have 100 ppm water concentration in your oil that you’re bearing life ration is 1%. If you increase the water concentration to 400 ppm, you just reduced the bearing life to .52%, cutting the life of the bearing in half. On the other hand if your water concentration is 25 ppm your bearing life is approximately 2.59%, increasing the bearing life to over 2 ½ times (See Figure 7).

By understanding how water contamination happens and the effects it can have on your equipment, strategies can be developed and implemented to combat these issues. By using proper storage & handling techniques and sound filtration principles and standards, you can keep you oil in pristine condition. By doing this you will not only reduce equipment failure but also increase your equipment uptime. Remember, if you keep your oil clean, cool and dry it will last for a lot longer period of time.
Implementing a Filtration Program
As you start to develop your plant filtration program you must decide first what level of filtration you want to achieve and then develop your plant filtration standard operating procedure (SOP). The reason for this is you need a roadmap for success for your plant filtration program. In most plants, there are a variety of both low and high viscosity fluids. What what filtration standards and practices are necessary will depend on the type of fluid and the application for which it is used.
The first priority in your program should be the identification of your major family types. Next, you determine to what level of filtration you want to pre-filter the oil and to what level of filtration you want to maintain on your system. In developing this you must go back to the dynamic clearance chart for your equipment. Once you have identified the dynamic clearances for that family of equipment, you can then look for the correct filter for that application.
The next priority in developing your program is to identify the necessary equipment needed to execute your program. The main item needed in your program is a filtration unit. The most common type of these is a portable filter cart. The versatility of these units is second to none, but their downfall is they too are a piece of equipment that must be maintained. All too often they are a forgotten part of the program and are only remembered once an issue has been identified. These units are available for filtering low viscosity oils as well as high viscosity oils. The key is to pick the correct unit for your specific application. This step is your greatest opportunity to remove contamination particulate (Silica, Water, Metal Catalysts, etc.) before it gets into your equipment. Again, the cost per gram of removal before entry to equipment is approximately 10% of the cost once it gets into your system. Once the contamination ingression has occurred the cost for removal can be staggering. These units also give you the ability to filter lubricants that have been stored for extended period of time.
These units may also be used on oil that is already in service. By using portable filtration you can easily address your In-Situ filtration requirements. These are usually identified from an oil analysis report, system issues, etc. By using a portable filter unit you can address your lubrication filtration needs and continue to operate your equipment. This will also allow you to take proactive measures to maintain lubricant health.
The next issue you must address is the ability to minimize the potential for cross contamination. This happens when there is only one unit that is available and improper flushing procedures are followed. The optimum is to have a low viscosity unit available for each family type of lubricant you maintain in your facility. Of course, I understand that we all do not operate in a in an optimum environment and we all have budget constraints. If that is your situation, and you still have the desire and drive to improve your program, make sure that you purchase the equipment that will meet all your needs. Then make sure you not only have very detailed flushing procedures, but that they are followed to the letter.
Once you have developed your program based on the needs of your equipment and identified and purchased the equipment necessary to implement your program, the final piece is training for your lubrication technicians. Not only should the training be on the equipment in your program, but also on your standards and practices; for it is these documents that are the foundation for your program.
The Move to Proactive Maintenance
Now that you have your filtration equipment in place and your plant personnel trained, the last step is your move to a Proactive Maintenance Strategy. By applying oil analysis technology in your program, sampling new oils, sampling lubricants already in use, etc., you now have the ability to let your oil analysis direct your future maintenance activities. Once you have qualified your equipment into your oil analysis program based on criticality of assets and identified the correct test slates per family of equipment, you can start the move to the proactive approach. Ensure that you identify both upper and lower caution and critical limits for trending.
Do not fall into the traps of having a poor strategy when it comes to oil analysis. Do not wait until you have a problem with a machine and then decide you need to get oil analysis involved. Ensure you avoid the following:
• Too infrequent analysis intervals
• Improper Sampling Techniques
• Poor data sent to the Lab
• Delay in getting samples to the lab
• Incorrect test slates per family of equipment
• Lack of knowledge reviewing oil sample reports
• Failure to integrate oil analysis with other PdM
technologies
By doing these things you can grow your program into a “Best Class” lubrication program. Although lubrication is only one pillar of the program, it is critical that you get it right if you want to have success in your overall program.
Conclusion
By understanding the four common wear modes and how and why your equipment fails, it is easy to see the importance of having a quality plant filtration program. In order to achieve a world class program it is important that the groundwork is laid by first developing the standards and procedures for your program, and second, identifying and purchasing the necessary equipment needed to implement it. Last, it is paramount that a solid training program is implemented to train technicians, not only on the equipment, but also on the new policies and procedures. Once this training has been completed, the technicians will have the tools, training and the confidence to go out and execute solid lubrication fundamentals that you can build a quality filtration program on. Following these steps will also ultimately catapult your company to what should be the ultimate goal, that is, to move your plant to a Proactive Maintenance posture.
Paul Dufresne is an industry leading expert in the area of plant lubrication and equipment reliability. Paul is a Distinguished Military Graduate from the University of Central Florida and holds a Certified Lubrication Specialist (CLS) rating from the Society of Tribologists and Lubrication Engineers; Certified Maintenance Reliability Professional (CMRP) rating from the Society of Maintenance and Reliability Professionals. Paul can be reached at paul.dufresne@hotmail.com
References
1. Friction and Wear of Materials, Earnest Rabinowicz, July 1, 1995.
2. Basic Handbook of Lubrication, The STLE Alberta Section,
2nd Edition, 2003
3. Practical Lubrication for Industrial Facilities, Heinz Bloch, 2000
- Reliabilityweb The Path to Lubrication Reliability ›
- Reliabilityweb Chevron Introduces ‘Keep Clean Preferred Vendor Program’ to Offer Lubricant Performance ›
- Reliabilityweb AMRRI Welcomes Mike Ramsey as Director of Marketing and Special Projects ›
- Reliabilityweb Have You Taken The Reliability Leader Fluid Cleanliness Pledge? ›