The model discussed in this paper has a different objective. In reality, variables like mean time between failure are not uncontrollable parameters but result from managerial decisions. Management must understand how their decisions interact to generate mean time between failure and other key variables if they are to maximize the value of the maintenance function. The purpose of the model discussed in this paper was to improve management's understanding of how maintenance policies such as planning, scheduling, and predictive and preventive maintenance interact to determine maintenance cost and uptime.
To the best of our knowledge, this modeling effort is unique. A review of the literature and internal corporate documents found several examples of simulation models that could be used to analyze the impact of alternative assumptions for mean time between failure and mean time to repair. We found no other models that focus on the dynamic causal relationships that generate these variables.
The remainder of the paper is organized as follows. Section two discusses the puzzle that motivated the construction of the model. Section three describes some of the important relationships included in the model. Section four presents the major results from the analysis of the model. Finally, section five discusses the impact of the modeling project on maintenance management at DuPont.
The Puzzle
Tougher competition in its chemical business has caused DuPont to focus on the effectiveness of its maintenance function. An effective maintenance operation creates value by keeping chemical plants running at near full capacity at a reasonable cost. The new focus on the maintenance effectiveness led to the creation of the Corporate Maintenance Leadership Team (CMLT) which in turn created a number of field teams to deal with different aspects of the maintenance function. The purpose of these field teams was to create or expand programs that could be implemented at the plant level. Collectively these programs were know as the "key pursuits" of the CMLT. For example, one of these field teams dealt with the implementation of a planning and scheduling program for maintenance work. A second field team was responsible for the implementation of predictive and preventive maintenance.
The field teams worked hard to implement their individual programs. Inside experts and outside consultants were used extensively to provide state of the art expertise. Based on the field team's recommendations, many plants enthusiastically started one or more programs. In many cases, management provided adequate resources and political support to implement the programs successfully.
Despite this favorable environment, the programs did not achieve the level of performance expected from the bench-mark data on the best companies in the United States, Europe, and Japan. Initially, the programs at many of the sites, reduced the maintenance cost and improved the uptime. Unfortunately, these gains were short-lived at some sites and management began to question the programs' fundamental value.
This in fact was not the first time that DuPont experienced this limited success. In the 1960's, a number of plants had achieved some success with planning and scheduling, preventive and predictive maintenance. These efforts died off after several years of limited success.
Generally, the people assigned to these efforts were reassigned to repair work because the management perceived that they were more valuable doing that type of work.
There are many possible reasons for the limited success of these programs. Many of these reasons are "common Sense" statements that can be used to explain the resistance of any attempt to change. One of these putative explanations is that the technical implementation of the programs was inadequate. In this case, this explanation doesn't "ring true" as the best available technical expertise was provided. In fact even a cursory survey of people at the plants give the impression of highly developed skill to implement the programs. The field teams had done a very fine job of training people in the techniques required for implementation of the various programs. The capacity to implement the programs was well in place.
Another possible explanation is that the programs did not have adequate political support. While this could have been a problem in some instances, there was widespread support for the initiatives starting at the highest levels of the corporation.
A third reason could be that the mechanics at the plant level didn't have enough incentive to change their traditional work practices and, after a brief period of success, inertia ruled. Again, this explanation is inadequate because the implementation teams at the plant level were highly motivated to make fundamental operational changes. In some cases, performance had to improve to keep the plant open.
The puzzle that remained after all the typical explanations were rejected was, "Why did the efforts of dedicated individuals in these programs fail (now and in the past) to produce a complete transformation of maintenance in DuPont to the 'proactive' mode?" DuPont's Corporate Maintenance Leadership Team sponsored this modeling study to help provide answers to this puzzle. The remainder of this part of the paper explains how we used a simulation model to analyze and answer this question.
The Model
The model represents a chemical plant that has a replacement value of $444 millions. The plant employs 91 mechanics who complete approximately 500 work orders per week. The plant operates at an average of 83.5% of full capacity but could sell more product if the plant ran better.
The model was created in the iThink® computer Simulation language. iThink® runs on the Apple Macintosh® and uses a graphical interface that simplifies model construction. The model was built during a one year process and contains dynamic relationships that characterize the maintenance operation. The data for the model was drawn from internal reports, bench-marking studies, maintenance literature, interviews, and managerial judgment. Space constraints prevent a full description of the model in this paper. An overview is presented in the following paragraphs.
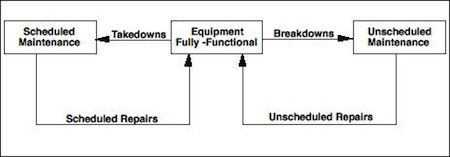
The model is organized around the flow of equipment. As shown in figure one, equipment can flow from a state of full functionality into either the unscheduled or scheduled maintenance process. Equipment enters the unscheduled maintenance process when it breaks down and remains there until it is repaired, Breakdowns are caused by equipment defects that are introduced by the operation of the equipment, poor materials, or poor workmanship. The time to repair the broken equipment depends on the number of mechanics allocated to breakdown maintenance and the productivity of the mechanics in executing repairs.
Equipment moves into the scheduled maintenance process when an inspection identifies a defect in the equipment. Some of the equipment inspections are required by law and are mandatory. Other inspections, typically those involved in a predictive maintenance program, are discretionary in the sense that maintenance managers determine their frequency. The inspections are valuable because they identify problems before the equipment suffers a costly breakdown.
Scheduling is a key sub-process within scheduled maintenance.
When an inspection identifies defective equipment, the equipment is not immediately taken off-line for repair. Scheduling involves setting a time when the equipment can be disconnected from the manufacturing process flow so that it can be worked on. Scheduling involves negotiation between maintenance and manufacturing operations to determine a time when operations will let maintenance have the equipment.
A poor Scheduling process can cause a disconnect between inspections and repairs. Unless there is an explicit recording process, the results of an inspection can be lost and operations may forget that a piece of equipment needs to be taken off-line. If the scheduling process takes too long, failures can occur while maintenance is waiting for operations to give them the equipment.
Once it is taken off-line, the defective equipment can be repaired. The time to complete scheduled maintenance depends on the number of mechanics allocated to scheduled maintenance and the productivity of the mechanics in completing the repair.
Planning is one of the factors that effects the efficiency of the mechanics in completing scheduled or unscheduled maintenance, planning refers to the process of creating an explicit plan for doing a specific task, planning increases mechanic productivity by standardizing work practices and by making sure that the materials and necessary skills are available to finish the job. Planning is one of the elements of a "proactive" maintenance strategy.
In the base case simulation, the plant does mostly unscheduled maintenance. There is almost no manpower allocated to doing discretionary inspections or to creating job plans, the maintenance strategy can be described as 'reactive' in the sense that the maintenance organization reacts to breakdowns instead of preventing them.
Results of the Modeling
In this section, three of the maintenance programs are implemented in the simulation model. The results of the simulations are compared to the "reactive" maintenance strategy that is used in the base case simulation. Although the model generates a variety of performance measures, for simplicity, the simulations will be compared on the basis of plant uptime. Using other measures, such as net present value or cost, to compare the simulations does not change the basic results.
1. Planning
The first simulation implements more extensive job planning. This policy is implemented by increasing the number of job planners and by adding a library of plans. The number of job planners is increased by reallocating seven mechanics to creating plans. More job planners makes it possible to increase the share of work that is planned and to increase mechanic productivity. The library of plans is a set of job plans that have already been created. The library increases the productivity of the job planners by making it unnecessary to create a new plan for every job,
The rationale for increased planning is straight forward. More planning increases mechanic productivity. Higher productivity reduces the time to repair equipment and increases equipment uptime.
Just as it was in maintenance at the plant sites, the result of adding planning in the model is disappointing. Uptime increases by only 0.5% which would not be measurable in the plants.
There are two reasons why the planning program is unsuccessful. First, in the reactive case, most of the work is unscheduled. By definition, unscheduled work is difficult to plan and adding planning has a small impact on the efficiency of doing unscheduled work. Turning mechanics into planners is wasteful if the plans don't add much to productivity. Second, with a "reactive" strategy, the plants are typically overstaffed and there is not enough work to do on a day to day basis. We have described this situation as a work constrained environment. Improving efficiency in a work constrained situation causes mechanics to complete work faster when work is available but also lengthens the gaps when there is no work available. The net effect is a very small increase in mechanic productivity and uptime.
2. Scheduling
The second simulation implements a more efficient scheduling system. The first element of the scheduling program is to shorten the delay between the time a defective equipment piece is identified and the time it can be worked on. The second element of the program is to improve the scheduling system's memory. When a piece of defective equipment is identified often no action will be taken on it immediately because operations needs the equipment on-line. In this situation, the scheduling system may not "remember' that the equipment was defective unless there is an explicit record keeping system. The second element of the policy implements an efficient record keeping system.
The rationale for the scheduling policy is straight-forward. Better scheduling should increase the efficiency of planned maintenance and lead to fewer breakdowns. Fewer breakdowns increase uptime. However, the results of the scheduling policy are disappointing. Up time increases by only 0.8% which would be imperceptible at the plant.
The scheduling program fails because, in the base case, the plant is doing very little scheduled maintenance. Unscheduled maintenance, which is most of the work in the base case, is by definition unpredictable and almost impossible to schedule. The scheduling policy does very little to improve the efficiency of unscheduled work.
3. Predictive & Preventive Maintenance
In this policy, the frequency of equipment inspections is increased, in the base case, the frequency of inspections was one every twenty weeks on average. In the predictive and preventive program, the frequency is increased to one every two weeks. More inspections should identify equipment defects before they cause failures, fewer failures should directly increase uptime.
The predictive and preventive program is counterproductive as uptime falls by 2.4%. This surprising result is caused by the interaction of several factors. First, increased inspections draw manpower away from repair work. This would be fine if the inspections resulted in repairs that prevented breakdowns. Unfortunately, many of the inspections find defects but, without an efficient scheduling system, the inspections do not result in equipment repairs and the equipment fails while it is waiting to be scheduled. The man-hours spent on inspections are wasted for the lack of a good scheduling system. Second, some of the inspections do result in repairs but without a planning system, the repairs are done inefficiently. This increases the time to repair which decreases uptime.
4. Synergy between Policies
The analysis presented above suggests that there should be strong synergy between the maintenance policies. Model simulations reveal this to be the case. The combination of planning, scheduling, and predictive and preventive improves uptime by 4.1%, The combination of all four policies increases uptime by 5.1%, Clearly, it is the combination of the four policies that generate the gains that were expected from proactive maintenance.
Overall, the analysis of the model can be distilled down to two basic conclusions. First, a structural analysis of the maintenance system demonstrates that it is unlikely that maintenance programs will be successful if they are implemented separately. Second, there is a great deal of synergy between the policies. The combination of planning, scheduling, predictive and preventive maintenance yield the expected benefits of the proactive approach while the individual components, taken individually, produce small benefits in the long term.
Discussion
The explanations for the lack of continued success of the individual programs are deceptively simple. After the fact, the reasoning seems almost embarrassingly obvious. Yet, before the fact, the model based conclusions were anything but obvious as evidenced by the way the field teams were organized. The existing mental model was embodied in the decisions that were actually made. Manpower and money were allocated to individual programs without much consideration for the synergy between programs. The individual programs did not achieve the performance that was desired from the substantial resources allocated.
After spending over a year working with both the simulation model and the real maintenance system, we have concluded that structural explanations are very difficult to create and very easy to understand. There are two fundamental difficulties in creating a structural explanation. First, creating an operational model requires a deep understanding of the system that goes well beyond what is demanded in normal discussion and debate. Model building requires extremely clear thinking and it takes a significant amount of time to rout out the imprecision inherent in every day language. Many times in the course of building the model we discovered that we did not really understand a process that, at first glance, seemed very simple.
Second, drawing accurate conclusions from even a well developed operational mental model is very difficult. The maintenance system involves many interacting parts and keeping track of these interactions is almost impossible without the aid of a computer. Consequently, managers' mental models tend to ignore these interactions even though they are often easy to understand once they have been pointed out. Before the fact, mental models are not equipped to track key interrelationships and tend not to take them into account. After the fact, the same interactions may seem obvious.
Structural explanations are easy to understand for the same reasons they are difficult to create. A good structural explanation is based on the operational reality of the system and does not depend on overly abstract theorizing. As the result of the model building process, a structural explanation is more precise than ordinary language and can often be stated in very simple terms. The discipline of computer simulation forces out inconsistencies which frees a good structural explanation of confusing internal contradictions. Paradoxically, completing the difficult process of building a structural explanation can make the explanation seem like common sense that should have been recognized without the "mental pain" of the model building process.
Three methods of presenting the model analysis produced very different results. The first method was to try to explain the model assumptions and actually show the simulations that led to the substantive conclusions. The results of this approach were disappointing. It was difficult to compress the thinking that produced the model into a short period of time and the discussion of the assumptions was often frustrating to the modelers and confusing to the managers. Also, after the fact, the model conclusions were straight forward and were consistent with common sense. This led to comments like: "did you really need a model to tell you that?" or "couldn't you have reached the same conclusions with a lot less effort."
The second method was to present the conclusions of the model analysis without referring to the model or the specific simulations. This approach was very effective. The managers found the results interesting and quickly integrated them into their thinking about maintenance operations. We often heard comments like, "You've confirmed what I have been saying for years." In fact, it is not an exaggeration to say that the model-based analysis completely shifted the Corporate Maintenance Leadership's perspective on proactive maintenance. Now, the focus is on the integration of key maintenance pursuits instead of treating each pursuit individually.
The third method has been by far the most effective. The method was to create a microworld based on the simulation model in the form of a board game --- The Manufacturing Game©. This microworld allows people to experience the same process of changing mental models that the modelers experienced. The difference is the game can be played in one day versus the year it took to create the model. The structure discovered in the modeling process was built into the structure of the game board. The initial conditions are set so that you begin in the "reactive" mode of maintenance. The players in a cross-functional team then must run their plant and create strategies to take it to proactive maintenance. In the game the team must produce a product and sell it to earn the money to change these strategies. This allows them to not only experience the best maintenance but also the journey required to get to that state.
Why do the three approaches to presenting the model results produce such different results? Not having participated in the model building process, some managers find the model confusing, some find it intimidating, and others can't understand how it could be so difficult to reach conclusions that seem like common sense once they have been explained. Also, presenting the model shifts the focus away from the maintenance issues that are of interest to managers toward questions of methodology and computer simulation techniques which often are of no interest at all. But there is no teacher like experience. The game playing allows people to experience the change to "proactive" maintenance in its full blown complexity but on a small scale.
In conclusion, we believe that the model building process was successful. While the implementation of these ideas is an on-going process, the project has caused a fundamental shift in attitude of the Corporate Maintenance Leadership Team that promises to dramatically increase the long-term effectiveness of the maintenance function in DuPont.

PART 2: IMPLEMENTATION OF THE ORGANIZATIONAL CHANGE
Work Change Versus Personal Development As The Means For A Paradigm Shift
The motivation to undertake this modeling effort came in part from an earlier failed experience with attempting to make organizational change. The approach taken in the earlier change efforts was to provide widespread training in group processes and thinking. The philosophy in these efforts was that people closest to the work knew what needed changing, and if they were involved and allowed to think, an organizational culture shift would happen that would lead to changing the work. The techniques and technology used in these change efforts were excellent. People individually grew in their ability to think and contribute to the organization and were more empowered to take action. This was the approach DuPont took to TQM.
After four years of effort at one particular site, the work had not shifted from the culture that had been prevalent for 35 years. The only changes that had happened were the elimination of some of the extra capacity that had accumulated over the years of continual expansion. This extra capacity was not needed for a plant that was no longer growing in capacity. The organization returned to the form it had taken some 25 years earlier when a similar period of no growth happened.
Framework For Total Change Effort
After eight years of studying the various efforts for organizational change within DuPont, we have developed a framework to evaluate the thoroughness of our efforts. We believe a change effort must include elements from five different categories -- value, passion, ideas, sensitivity, and action.
Value Required As Source Of Change
Change should not be undertaken for change's sake alone, there must be some added value that will accrue based on the change. If this is not the case, then valuable resources and time will be expended without a return. This would surely be a short term effort with little prospect for a long life in the business world. Value however is the life blood of any business enterprise and periodically any enterprise must be regenerated by tapping into some new source of value. The best evidence of this is that 50% of the top 1000 U.S. companies listed in Forbes magazine in 1980 did not exist under the same name in 1990. DuPont, the oldest Fortune 500 Company, has had a number of regenerations in its lifetime of 190 years but the biggest was at the turn of the century when it went from being the DuPont gun powder and explosives business to becoming the DuPont chemical company. That magnitude of change is required in DuPont again today as we approach the end of a another century.
It is ludicrous to think that the workers with some training in group processes would come up with the right change in work to accomplish a change as large as changing from the explosives industry to creating the chemical industry. We believe this magnitude of change is what Joel Barker calls a "paradigm" shift. We don't believe that paradigm shifts are small changes in efficiency or effectiveness. So part of the work of organizational change is to discover what paradigms would bring the quality and quantity of change to sustain the enterprise. In DuPont's case, it is not enough to have some small innovations. Large scale innovations are required to sustain the number of people and amount of capital employed at DuPont.
Systems Dynamics is an excellent tool for discovering these needs within an enterprise. In the hands of people like Professor Mark Paich and Professor John Sterman, this tool can address these very large issues in a manageable size model. The task is one of drilling down to the core issues and discovering the underlying structure or the essence of the current situation. Once that structure is understood, the appropriate nature and magnitude of change can be recognized.
Passion As Engine For Change
Understanding the nature and quantity of change is a good start and avoids undertaking change for change's sake but it does not supply all of the energy needed to sustain the people who have to undertake the substantial effort required to accomplish that change. People must become passionate about that change. Most people see this as the task of senior management but we believe that it is the task of whoever the leaders of that change are. It can come as outside crusaders, as Ralph Nader exemplifies. He changed many organizations in which he never participated. It can also be like Peter Senge, who is inspiring many people to pursue becoming a learning organization.
Passion is the result of people seeing a vision of a more meaningful life. Whoever helps them see that vision is a catalyst for that change. That person is not the source of the passion but a catalyst to seeing the source. The source is the extra value that will accrue to the world when the vision is realized. There are some theories in the field of Complexity in fact that would suggest that this type of catalyst must come from outside an organization. The catalyst for DuPont's big transformation at the turn of the century came from three DuPont cousins. Two came from outside the DuPont company joining one inside DuPont. Alfred DuPont, the insider, knew exactly how to extract the value out of the existing explosives business as a means to generate capital. Pierre Samuel DuPont, one of the outside cousins, used this capital to fund the research needed to develop the chemical business. The third cousin provided the financial savvy needed to buy the entire DuPont Company for $4,400. You can bet they had passion for their endeavor.
Ideas As Vehicle For Change
One only has to observe teenagers to recognize that passion alone does not lead to more value adding. Passion supplies the engine for going somewhere but not the vehicle. Any new value coming into the world has to be incorporated into some tangible product. Therefore some idea has to translate the value from an abstraction into a concrete reality that then becomes the vehicle for realizing the value.
Many change attempts never make the transition into something concrete to change. In our case we addressed the subject of maintenance performance. Our modeling efforts told us that maintenance needs to change to become more competitive. This was easy to portray using benchmark data. However knowing that our maintenance cost was higher than other companies did not tell us how to achieve the lower cost.
The ideas of planned maintenance have been around for a long time in the United States. The idea of Total Productive Maintenance has been developed in Japan over the last 20 years. We were able to borrow these ideas from the past and from other companies.
Sensitivity As Guidance For Change
These ideas were not directly translatable to our company. We had to be sensitive to our culture. DuPont has been a growing company in a growing industry for many years. That growth creates a focus on adding to capacity rather than maintaining the existing capacity. We had to be sensitive to that culture as we tried to change. This culture puts a strong emphasis on "more is better." In maintenance "less is better. " Since many of the construction work skills are the same as those for doing maintenance work, people try to apply the same construction philosophy to maintenance. However the difference from "more is better" and "less is better" is monumental. This is a paradigm shift.
The idea we developed from our modeling was "defect elimination." We found that our model could achieve any of the types of maintenance we had observed in our benchmark studies by changing the model parameters. We found that the underlying structure of maintenance is determined by defects in the equipment. The various modes of maintenance we observed were just different approaches to dealing with these defects. The most successful mode, "Total Productive Maintenance," removed the defects early in their life or avoided putting defects in the equipment in the first place. The least successful treated the defects as inevitable and concentrated on fast response once the defects had propagated to a failure.
Defect management we believe is common to TQM and our work on maintenance.
Action As Element Of Change
Of course, all of the categories discussed so far do not make any real change. Action is required on the factory floor to accomplish the concrete changes needed to realize the new value. This is where all of the empowerment and involvement programs contribute. This is where we believe TQM really works. It deals with the physical world that needs to change before new value can be created.
Microworlds as Agents of Change
In some theories of Complexity it is stated that all complex behavior emerges from the interaction of agents following very simple rules. We believe that microworlds can be one of those agents of change. If a microworld is created which has the essential structure of the function you are trying to change and it is an open system (allows many paths), people can experience in a short time and a small space the essential paradigm shift needed in their work.
Personal Mastery As A Consequence Of Work
If we examine work as a force through a distance, we can see the work of a microworld (in our case a board game) as applying the energy people develop from personally discovering how the system works to moving their mental models some distance. This amounts to a growth in understanding how their world works. This then is the work of "personal mastery."
Teamwork As A Consequence Of Work
Further pursuing the notion of work into teamwork, use of microworlds that creates an authentic interaction of people around the work to be accomplished can lead to better team-work. Pursuing teamwork as a task of improving people's ability to get along with each other, leaves out a very important element -- the work to be done. Teamwork pursued independent of the nature of work to be done does not make sense at all.
Systems Dynamics As Discovery Tool For Paradigm Shifts Required In Work
Peter Senge in his book "The Fifth Discipline" defines a discipline as "study" and "practice." We believe that using Systems Dynamics as a tool to study a situation and microworlds as a means of practicing a new paradigm are excellent tools for the disciplines of personal mastery and team learning. Also incorporating a microworld into a learning laboratory is an excellent way to practice the discipline of changing our mental models through dialogue with everyone involved in the enterprise.
High Performance Work Teams As An Emergent Behavior
Therefore we believe that high performance teams should emerge as a consequence of discovering the essence of the work to be done and practicing the new way of working.
Source:
Talk given at Goal/QPC TQM Conference by Winston P. Ledet
Boston, MA November 16, 1994