This is both annoying and frustrating, after all, why can’t we get these things right the first time? Usually we are quick to blame the technician, or the technique, or the design. But none of these may be the fault, the break down could be caused by a poorly maintained spare part.
Empirically we can say that equipment failures result from a combination of poor design, incorrect operation, incorrect installation, inappropriate care activities, and poor cleanliness/environmental management. Therefore, it ought to be no surprise that we can also say that a vast majority of failures are self induced, as we control four of those five factors.
Maintenance and reliability practitioners might consider that reliable operations are achieved through a combination of equipment selection, maintenance program design, the use of tools to enable condition monitoring, and skills development of the team. However, many self induced and premature failures are more likely the result of poor materials handling and storage methods for spare parts. For many maintenance and reliability practitioners, materials management is the missing link in achieving reliability.
Typically most operations, maintenance and reliability professionals associate materials management with having, or not having, spare parts on hand. And despite their focus on optimizing plant performance, too little attention is paid to the maintenance of the spare parts that they hold in stock. The reason for this is that materials management is often thought of as a sideline or support activity, rather than a core function for achieving reliability. For this reason, the influence that materials management actually has on reliability is under estimated. The reality is that many companies could significantly improve their reliability outcomes by improving their materials management.
Why Your Data Doesn’t Tell You What You Think It Does
In order to explain this and determine what to do about it let’s initially try to understand why this problem isn’t obvious, that is, why your data doesn’t tell you that you have a materials management problem.
Firstly, downtime is typically recorded as equipment failure rather than materials/spares failure. So your data is often at too high a level to recognize that the part failure is the root cause. In addition, root cause investigations are not performed on most failures, so assumptions are often made about the cause of the failure and usually it is blamed on the installation, not a faulty part. This problem is further exacerbated by the time that may elapse between the installation of a spare part and its subsequent failure. If it is long enough, we tend to disassociate the failure from the installation of the part, even though the spare part has exhibited an extremely shortened life span. Without some form of root cause analysis we are often just too busy getting and keeping the plant going to consider this issue.
Other ways that we can mislead ourselves into not recognizing materials management issues as the cause of our problems include:
• Work orders not being closed off. If we are not disciplined in
finalizing work orders then the data isn’t available anyway.
If we accept too long a delay in finalizing work orders then not
only is data timeliness an issue but we also end up relying on
memory, which we all know can sometimes be selective!
• Configuration data being out of date. If our records don’t reflect
our equipment configuration then how will we confidently track
any problem, not just spares problems?
• Equipment hierarchies not sufficiently granular. As mentioned
above, if your equipment records are set at too high a level then
we will not be able to recognize problems.
• The team records their actions, not the equipment needs. That
is, records reflect what was done (e.g. replaced fan belt) rather
than observing equipment issues and requirements (e.g. broken
fan belt seems relatively new, not sure why it was broken.)
• Tracking of assets. Who really tracks their spares as assets? Is
there an engineering spares register in the CMMS?
• Multiple failure causes are rarely listed, even if they are known.
If an equipment item fails due to a worn part and the repair
is delayed due to a lack of availability of the part, is the delay
time documented?
• Improper root cause conclusions can skew the data. If a motor
is pulled from stores and prematurely fails it may be attributed
to a poor rewind, when the true root cause may have been poor
storage techniques.
How Proper Spares Storage Can Significantly Improve Your Reliability
If we define maintenance as ‘the actions required to preserve equipment in a suitably operational state such that it operates as expected when required’ then perhaps we can extend that definition of equipment to our spare parts. After all, aren’t they also part of our equipment and don’t we want them to operate as expected when required? Many early life failures can and do result from poor preservation of the spare parts and this results from improper storage practices.
The key issues for equipment operating in a plant are exposure to the environment and the effects of being in operation. For both mechanical and electrical elements of equipment, the effects of being in operation includes the kinetic effects of wear, heat, and vibration. Our primary methods of preserving these parts are lubrication and observation.
For parts that we have in storage the issues are similar. We still need to deal with the effect of exposure to the environment but we also need to deal with the effect of not being in operation, that is, the effect of being stationary.
Exposure to the Environment
Two key things to consider are where the spare is kept and how is it stored. For example, is it stored in the same environment as the operating equipment? Sometimes we are very careful to protect the operating equipment with environmental controls such as air-conditioning or dust proofing, but then keep the spares in a storeroom without either of these.
Even items kept in suitable storage or undercover are exposed to the environment and exhibit failure modes from exposure, such as:
• Rust
• Oxidation of rubber components in seals, belts, and other parts
• Build up of dust (especially important in electrical, rotating,
and reciprocating equipment)
• Lubrication failure (through contamination, migration
and evaporation).
• Vibration from the operating facility – slight vibration over a
period of time can degrade many spare parts, from bearings
to electronic components.
Effect of Being Stationary
It is easy to assume that because a part is not in operation and is environmentally protected then it will be OK to operate as expected when required. But the main enemy of reliability for items that are stationary is gravity and gravity is always with us!
The two main influences of gravity are:
• Flat spots that result from a constant weight on one section
in seals, shafts and bearings.
• Lubricants ‘flowing’ to the lower areas, leaving upper areas
without lubrication.
Exposure can be controlled, gravity must be managed (that is, the effects of gravity). Therefore environmental control is likely to be passive (in that we provide infrastructure which provides control) whereas managing the effect of gravity will need to be active (we need to perform tasks regularly in order to ensure the integrity of the part).
To demonstrate this visually, Figure 1 shows the relationship between parts in operation and parts in storage, and Figure 2 shows the crossover between active and passive issues for parts in storage.

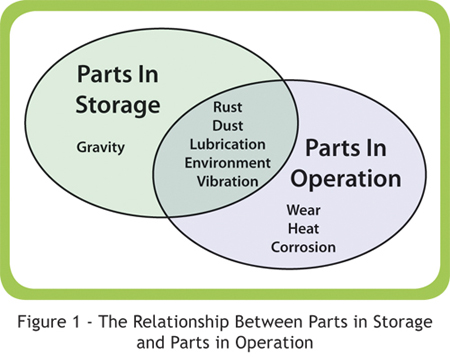
In Figure 1 you can see that whether a part is in storage or in operation, we must still manage the effects of rust, dust, lubrication (lack of) and other environmental impacts. This diagram alone indicates that for reliable plant operation, we must maintain our parts because they are subject to many of the same issues as the items in operation.

In Figure 2 we see that those same core issues of rust, dust, and lubrication require active involvement if we are to ensure that a part will operate as required when needed. This is in addition to actions that must be taken in order to counter the effects of gravity and other environmental protection.
The Real Function of Your Storeroom
By viewing spare parts management in this way we can see that the real function of your storeroom is not just to store and control access to parts, but it is to maintain them in a condition so that they are fit for use when required. This means ensuring an appropriate care and maintenance routine as well as providing environmental protection. Neatness and organization of spare parts only helps ensure storeroom efficiency it does not guarantee spare part integrity.
Some basic storeroom practices that impact reliability include:
Proper Storage – safe from the environmental effects of dust, water, vibration, and light.
Preservation of Parts – appropriate lubrication and managing the effects of gravity.
Rigorous Rotation of Parts – that is, using the oldest parts first. It seems that human nature is that the newest parts are always pulled first by technicians.
Proper Labeling of Parts – so that the correct part is selected. For example, not selecting a 20 micron filter when a 5 micron filter is required.
Proper Access and Equipment – especially for lifting devices in order to avoid mechanical damage to parts when storing or retrieving them.
Spare Parts ‘Ownership’ Can Help Drive Reliability Outcomes
One of the main problems with maintaining spare parts is identifying who is actually responsible and are they qualified for the job? With parts in operation it is usually clear who is responsible for their care and maintenance and for achieving reliability outcomes – the maintenance and reliability function. Spare parts in storage are often given over to the storeroom or warehouse, and they are responsible for care and control. But who sees the whole picture? Who really understands how those parts fit in with the overall reliability plans? Surely this is also the responsibility of the maintenance and reliability function.
Are warehouse clerks really clerks? Or should they be warehouse technicians, where the care of the parts is as important as the oversight of receipts, issues, and counts? If so, a warehouse technician cannot perform a job to support plant reliability unless they have access to all manuals that reference storage requirements and have been trained in:
• Lubrication.
• Effects of ozone on rubber components.
• Requirements for storage of code materials (if applicable).
• Motor care and storage.
• How hydraulic cylinders work and how proper storage
can extend the life cycle.
• How desiccants work and how they can enhance
storage quality.
• Bearing types, components storage and preservation methods.
• Valve types and lubrication requirements.
• Temperature, humidity, cleanliness, and static electricity
effects on electrical components.
If you align your spare parts ownership with the need to deliver reliability outcomes, then you can start to see how you can achieve your outcomes with appropriate spare parts maintenance.
Establishing A Spares Maintenance Program
Establishing a spares maintenance program is really just like establishing the rest of your maintenance/reliability program. As we have discussed, the difference is that maintenance/reliability programs typically address kinetic effects, that is, reliability issues that arise through the physical operation of the asset; whereas a spares maintenance program will address static effects, that is, issues that arise because the parts are not operating. Of course, both programs need to address environmental effects.
Therefore, establishing a spares maintenance program only really requires a change in mindset for your failure mode and effects analysis (FMEA). You now need to consider how the item will fail through not operating rather than how it will fail through operating. The rest of the program development is the same as with any other maintenance/reliability program, you need to identify the what, why, when, how, who, and where of your spares maintenance program.
This is an opportunity to expand your maintenance process and procedures to the personnel in the storeroom. A world-class spares maintenance program is likely to not require any more personnel than you currently have. It is an opportunity to transform the perception of your storeroom personnel from a simple receiving, issuing, and counting role to a role integral to the reliability of the facility. A written detailed program could add the structure and professionalism to transform your storeroom and your storeroom personnel.
Conclusion
Maintenance and reliability professionals spend an overwhelming amount of time and energy ensuring that the equipment in their care is preserved in a suitably operational state such that it operates as expected when required. However, in doing this they may over look one of the single greatest causes of equipment failure and subsequent downtime: poor materials management. For many, this is the missing link in their reliability program. Poor materials management results from systemic issues with the way that reliability data is collected, inappropriate techniques for storage, a misalignment of responsibilities, poor training, and a lack of formal policy and procedures in this area.
Empirically we know all this to be true. So, equally, we know from experience that correction of these issues can have a significant impact on the outcomes from any maintenance and reliability program. Materials maintenance is the missing link in most reliability programs and is vital for a reliability program to be a long term success.
Art Posey is the Senior Manager, Maintenance for Wheelabrator Technologies, Inc., a Waste Management company. Wheelabrator owns and/or operates 22 energy facilities in 11 states. Their primary business is burning municipal solid waste and other waste products to generate steam and electricity. Art came to maintenance 13 years ago after 16 years in construction. Art can be reached at aposey@wm.com
Phillip Slater is a Materials and Engineering Spares Management Specialist and the developer of Inventory Process Optimization™. He is the author of a number of management books, including Smart Inventory Solutions, A New Strategy for Continuous Improvement and The Optimization Trap. Phillip utilizes the expertise and experiences built up through nearly 25 years involvement in maintenance and operations management to assist select clients achieve significant improvements in operations management and inventory optimization. Contact Phillip directly at pslater@InitiateAction.com or visit the website www.PhillipSlater.com.