He had learned from George Altland at the Vickers School that dirty oil caused more hydraulic failures than all other causes. So we listened closely as Wally explained how to determine the condition of our hydraulic fluid and our system and components. Wally was thorough and, at the time, state of the art. When I attended the Vickers School, George told me pretty much the same thing he had told Wally.
You could determine a lot by using then current, state of the art analytical techniques. Wally had explained to us the following protocol. Loosen the drain plug on the reservoir and allow about a pint of fluid to drain into a clear glass jar. Next, hold the jar up to the light to look for chunks in the oil. A few small ones are OK, but more than a few, or any large chunks were a sign that action was required. Next, smell the oil. If it smells badly burnt, change the oil and filter element (spin on). Next, let the jar sit, undisturbed on a shelf for a few days. If water collects at the bottom of the jar immediately or after only a few minutes, drain the water from the bottom of the reservoir after the machine has been idle for several hours. If the water separates out after sitting several hours, don't worry about it, and change the oil at the regular interval. Finally, if there are several chunks in the jar, the first step should be to change the filter element.
Such was the state of the art for hydraulic system maintenance technology in the mid 1960's. I have been continuously involved in Fluid Power since my involvement with Wally and George, and I revel in the changes that have followed, and even more so, in the currently evolving technology surrounding contamination control and fluid management. Let's take a brief look at the history of filtration.
1958-1968
There was very little filtration at all in hydraulic systems, with very few exceptions outside of military and aerospace and a few highly sensitive systems. There was practically no fluid condition monitoring beyond that detailed by Wally, and very few studies published. But, as George was warning, since "improper oil condition" caused more failures than any other cause, we needed to look after our oil. But, how?
1968-1978
More equipment manufacturers started including filters on their machinery, but, for the most part, the filters were coarse, nominally rated filters. There were few other filter specifications that mattered beyond handling the flow and occasional concern for pressure ratings, should the OEM want to place pressure line filters on the machine. Targeted and measured fluid cleanliness was still a concept of interest to only a small number of academics and researchers. Toward the end of this decade the Devil raised his head disguised as the marketing arm of some filter manufacturers.
Filter manufacturers, like all other for profit corporations, are in business to make a profit. That is a necessary goal if they are to stay in business. In a free market the burden of controlling costs is with the consumer. The responsibility for optimizing filter profits resides largely with marketing. So, the most profitable companies will find, and continue to find ways to differentiate their offerings from their competitors at greater profits than their competition.
The superior marketing departments started assembling data from all available sources. They started studies to support their current and developing marketing strategies. They knew that each new strategy had only a short while for them to fully exploit it before the competition would hitch their strategies to the leader. They also engaged heavily in developing standards (favorable to their strategies) and publishing marketing success stories masquerading as technical papers. During this decade the leading marketers were looking to find ways to move their high tech filters into a relatively stone age commercial hydraulic component market place. Only inspired marketing could/would succeed. And, they did.
1978-1988
Led by a growing number of manufacturers of sophisticated machine tools, plastic molders, and other makers of high precision equipment, finer filtration was making large inroads in to the hydraulic industry. With marketing claiming greatly improved cleanliness using fine filtration, the need to verify the results was increasingly important. Microscopic particle counting took too much time and was subject to technician errors. This was all the impetus that was needed to spur on the development of automatic particle counters. Vickers Europe published a paper that has appeared in practically every hydraulic text published since. The document lays out the cleanliness requirements due to system component sensitivity. The filter specifications were limited to the prevailing terms of the day, which were "absolute filter ratings" that were not really "absolute".
During this period, there was a great deal of activity in the field of developing test methods and procedures to help the less knowledgeable better misunderstand filter specifications. I don't believe it was the intent of the researchers and their teams to mislead anyone with their work. I am convinced, however, based on court records and other documents that it was indeed the intent of some marketers and their management to deceive the marketplace with false and misleading test results. During this period the Multipass test gained attention as the best test for evaluating filter efficiency ratings and dirt holding capacity. These are two of the most frequently used specifications used to differentiate filter elements.
A growing number of study results were published and circulated. There followed a growing industry wide awareness of the need for cleanliness. Again, the question was how to achieve it.
1988-1998
This decade saw a big increase in the number of different suppliers of "fine filters", both domestically and from abroad. With the increase in sources of filter elements, it became even more important to be able to verify results. Hence a real push in developing fluid condition monitoring equipment resulted in the rapidly increasing availability of affordable, user friendly, accurate instruments. With the readily available instruments, it naturally followed that an entrepreneurial society such as ours would see a prolonged surge in the formation of independent laboratories. This created a dilemma. Which labs were capable of accurate analysis and how to verify it, became a major concern. It also became essential to be able to sort through all the conflicting claims from so many different sources.
This decade also saw the fine tuning of applicable standards for monitoring and reporting fluid cleanliness. Shrewd filter marketers saw the importance of tying these emerging standards to their marketing efforts. They saw the critical nature of differentiating their "filter" from the competitors. Again, Vickers came to the aid of the end user by publishing the Vickers handbook on Systemic Contamination Control. The publication temporarily refocused the user's attention away from "the filter" to a contamination control system. It also forced the major competitors to talk in terms of systemic control. However, it wasn't long before the marketers were back to differentiating their elements of the system from competitors. Too few people were seeking to improve the systemic approach.
This was also the period of great growth in information technology, with the introduction and phenomenal growth of the internet.
1998 to the Present
There has been a burst of new fluid condition monitoring equipment, as well as in contamination analysis equipment and technologies. Larger users of hydraulic and lubrication equipment are finding it essential to bring expertise and analytical capabilities on board. As a result, whole new information dissemination industries are exploding. There are more conferences and publications dealing with fluid management this decade than in the entire preceding history. Widespread needs for training and certification in areas of expertise are being met by a growing number of independent experts, recently separated from the comfort of corporate life.
During periods of acquisition and "right sizing" , the larger users released their own in- house experts to lower costs, thus creating the greater need to hire back their expertise and experience at premium fees. During this decade there has been a return to relying more heavily on filter ratings because of the shift in expertise from the in-house decision making practices to the greater reliance on consultants. The marketers returned to focus on the filter.
With the filter element again the main focus of the marketers, "absolute" filter ratings fell out of favor, being replaced by Beta ratios. Beta ratios are one of the key filter "specifications" determined by the multipass test. What the marketers won't volunteer to you is that the odds against your application operating parameters approaching the multipass test parameters are greater than you winning the lottery 4 weeks in a row.
Multipass Test versus Reality
An analysis of the differences between the multipass test and real life is helpful, and is shown if Table 1.

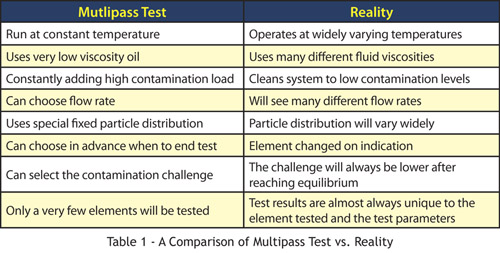
Some important points to remember include:
1. Dirt particle size distribution varies almost infinitely so no test case applies universally.
2. Test dirt has a relatively high distribution of larger particles, distorting real dirt capacity.
3. Constantly injecting high dirt loaded slurry skews real life Beta ratios.
4. Such a low viscosity is seldom seen in real life and also skews results.
5. Filter element manufacturers typically offer many thousands of combinations of element constructions, media packs and different media. Since multipass tests are expensive and time consuming, it would be prohibitively expensive to test each combination. So, only a few are tested.
The marketers rely on your assumption that the test results are uniformly applicable to all combinations of elements in all applications. Again, they focus on the filter element and NOT the targeted result. (The two worksheets in Figures 1 and 2 provide an excellent way for you to decide what your targeted cleanliness levels should be.) The published test results, relative to real life applications, are almost never comparable, even within a supplier's own line, and certainly not between competitors. It is the marketer's compulsion to differentiate his product at any cost that keeps these reported test results in front of the general public. Also there is no requirement that all data published on an element be from the same actual test. Test results, most favorable to the vendor, from tests with varying parameters can be published without concern. After all, "caveat emptor".


The Best Place To Put A Filter
Remember the assignment of responsibilities. If you want the most cost effective solution, you must control the process. Marketers will almost always recommend filter placement so it's most profitable for them. Several such recommendations have attained almost legendary status through constant marketing efforts (training and success stories) and pressure. As in so many technical disciplines, the vender says, "The customer is the expert in his industry. We will recommend and then wait for him to counter." The customer says, "The supplier is the expert in filtration. We should not invest time and money seeking a more effective approach." Consequently, there is a disconnect that needs to be addressed.
Who Wins? Who Loses? Who is Responsible? What is the Solution?
Many large customers represent enough business to the suppliers to take control of their own performance and results as well as compelling the vendors to deal honestly with them. Other smaller customers can band together within their industry to achieve the same goals. A major step is to compel the vendors to pay for Multipass testing at the lab of the customer's choice, to the specs the customer has developed (See Figure 3), on an element configuration and media pack the customer has selected and purchased anonymously. That way all prospective suppliers' elements will be tested to the same parameters at the same lab by the same technicians using the same equipment and procedures, without the elements receiving special attention before they leave the manufacturer. Sound fair? Will this separate marketing hype from reality? You bet it will.


Mike Boyd, CLS, CFPS, is the Manager of Fluid Solutions Division, Southwestern Controls. Mike has been in the fluids, fluid management, fluid power business for over 40 years. He has designed and taught classes and seminars at Universities, major corporations and specially organized, topic specific, seminars in The Americas, Europe and Australia. He has also served as an expert witness in state and federal courts, and has worked with and for a number of filter manufacturers over the years. Mike can be reached at 214-325-6243 or by e-mailing him at boyd_61742@msn.com