
When you consider the similarities of equipment across the site, many of the activities that maintenance undertakes are repetitive in nature. With that in mind, we leverage the Maintenance Planner to create a library of job plans with the hope of creating them once and reusing the plans many times over. Realize that job plans are basically the same as Preventive Maintenance (PM) procedures, just not triggered at a specific interval. The primary uses for job plans are to accomplish corrective actions using a standardized work approach.

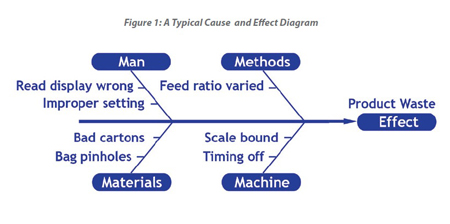
In the creation of the job plan with the Cause and Effect Diagram as shown in Figure 2, one of the first categories for consideration by a Maintenance Planner is that of Man. In this case, we are referring to the human assets or resources that are required for the tasks. This includes the identification of the crafts required along with an estimate of the time required to complete the job. Using a gearbox repair as an example, you may require an electrician to disconnect and reconnect the motor with a mechanic completing the bulk of the work in the middle.
Ideally, we will write child work orders for the individual crafts linking back to the overall parent work order. While some groups subscribe to a process of precise analytical estimating techniques for time estimates, I believe in good faith estimates based on the Maintenance Planner’s experience. We can always improve the estimates over time. Guard against always assigning two resources when one person can do the job. Work down by using a mechanic plus a helper over assigning two mechanics.
With the Materials category, the Maintenance Planner can truly impact the efficiency of the maintenance workforce. The planner should identify the parts and consumable materials required to execute the job. These items can either come from the storeroom or be requisitioned for purchase. Ideally, the materials management group should be staging and kitting the items for delivery once the work is scheduled.
To flag the maintenance scheduling function of parts availability, we use the “Schedule Ready” status in the work order system. While we prefer great maintenance job plans, recognize that the three items above (crafts required, estimated hours, and materials) constitute a basic, yet effective job plan. From a craft efficiency standpoint, it’s better to complete twenty basic job plans with those three items over spending all week to do two great job plans with everything defined.
Ideally, the Maintenance Planner should spend roughly one-third of his day in the field, which brings us to the Methods
category on the diagram. When visiting the job site, the planner should document the steps or procedures required to execute the job. During this phase, they can develop their analytical techniques to improve their estimating ability. Simply put, this means breaking down the job into individual task steps or procedures and estimating those individually. Using the old cliché, the technique allows for eating the elephant one bite at a time.
While at the site of the work, it is an ideal time for the Maintenance Planner to take pictures, create sketches, and collect nameplate data and other items that will enable the development of a more complete job plan. Once back at the desk, the planner can assemble cut sheets from the manufacturer, material pick lists, safety information, permit forms, and the job procedures into the job plan package.
A Machine is identified by the equipment or asset number within the CMMS or EAM and must be identified on the work order. It’s important that we ensure the right equipment or asset number(s) are identified so that we can track work done to the individual asset. Realize this is much more than just an equipment or asset number; it is the enabler for searchable historical data. Since the Maintenance Planner lives in the CMMS or EAM, he should understand and share the equipment history with others doing the work.
Typical thoughts or questions that should be asked or explored follow: When was the last time we worked on the asset? What work was done? Are we doing the same work too frequently indicating a higher rate of potential failure? In the case of Preventive Maintenance, are we doing the right work at the right frequency?
These are just some of the questions that we should be mining from the work order system data as it is the historian of maintenance data. Furthermore, the Maintenance Planner is also a guardian of the system data, working to ensure the completeness and accuracy.
It would be a serious omission if we did not loop back around with a continuous improvement process. We need to require and use feedback from the craft workers and others as an example to improve the work done or the materials required. We need to educate the craft workers to help them understand the value and benefit of providing feedback to the Maintenance Planner. Before they climb a 20ft. ladder or extend a man lift, do you think they would prefer that the planner told them to take a 2” wrench and other specific tools into the job plan so they didn’t have to go down and then, back up again?
The continuous improvement loop is another way to capture knowledge from those workers that are retiring to share with less experienced craft workers. It can also be used to drive standardized work and precision Maintenance practices.
For the purposes of the article, the focus was on the typical four categories listed. However, don’t allow those categories to limit your application of the concept. If you were going to customize the Cause and Effect Diagram for your organization’s Maintenance Planning, what other categories might you add? How about measurement as an example, i.e., job plan quality and estimate accuracy? Money might be another as related to an approval process.
Using the Cause and Effect Diagram, you can define a proactive outcome from maintenance planning processes. Borrowing from Lean Six Sigma concepts, the end product regardless of what that product is, results from the processes that created it. Turn your processes around now. What are you waiting for?

Jeff Shiver, CMRP, CPMM is a strategic Maintenance and Reliability professional for People and Processes, Inc. Jeff has more than 25 years of manufacturing and facilities experience.
www.peopleandprocesses.com