The challenge was in the sheer size of the system-with a total asset base of over 28,000 discretely maintainable assets, we needed to find a more efficient way of doing things. As a result, we developed a three-step
process (see Figure 1) that delivers a robust maintenance plan, based on a clearly defined strategy, which is easy to review and enables the implementation of changes when necessary. We have found that the principles hold well, regardless of the size of the system.

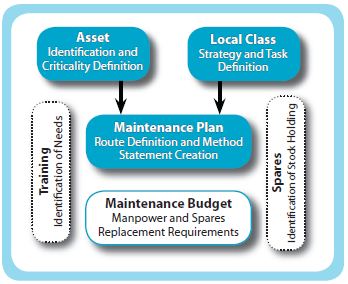
Figure 1 - Showing the three-step process and additional knock-on information.
Methodology
Phase 1 - Identify all Assets
Assets are assets. What can be difficult about identifying them? Well, that depends entirely on how far you might want to go down the asset tree. Take a conveyor for example. Do we take the asset structure down to the
component level, such as the drive motor, or do we leave the asset at the conveyor level and take a motor as a component? We defined a maintainable asset as an item we could isolate individually, and as a result, we opted for
the latter. In some instances, this did create some exceptions. For example, a vertical sorter unit (see Figure 2) was taken as a single asset, even though it clearly contains three individual conveyors. In another instance, a
pneumatic conveyor extender at fire breaks was taken as a discrete subasset of a conveyor in order to simplify the development of the maintenance strategies.

Figure 2 - Illustration of a vertical switch conveyor.
Ultimately, asset identification becomes a fine balance between the identification of local classes (similar equipment) and discrete equipment. This may sound simple, but there is an art to doing it in a way that helps to simplify
the development of your overall maintenance strategy. We will try to clarify what local classes mean in Phase 2.
Once you have identified all of the discrete assets in your system, you will need to define how critical they are to the performance of your business. To do this you might want to take a process layout of your system, and mark off large areas, such as "Check-In Island A" or "Picking Floor C," which have a measurable impact on your business. Now define a series of business-related questions with five possible realistic answers for your business, such as:
1. What would happen to our business if the identified section was out of operation for 24 hours?
a. Production loss of over €1 million ($1.285M)
b. Production loss of over €500k ($642.5K)
c. Production loss of over €100k ($128.5K)
d. Significant production loss which could be supplemented by another site.
e. Minor production losses which could be supplemented by another area on our site.
2. How would our customers react to the identified section being out of operation for 24 hours?
a. Losses in sales in excess of €1 million ($1.285M)
b. Losses in sales in excess of €500k ($642.5K)
c. Losses in sales in excess of €100k ($128.5K)
d. Significant losses in sales which could be supplemented by another site.
e. Minor losses in sales which could be supplemented by another area on our site.
You need to make sure that you address the several aspects of your business that have a direct impact on your business and its ability to function and operate in the future: environmental
impact, media coverage, customer perception, reputation, and any other issues you can identify. You need to be aware that both the questions and their relevance might change over time as the business and its environment
changes.
Once the business criticality for an area has been determined, you will need to consider the failures that could take place on the equipment in that area, and the frequency at which
these failures might occur. These should not be operational issues such as bag jams, but rather equipment failure issues that would require component replacement or adjustment, such as motor failure or belt adjustment. At
this stage you should ignore the length of time it takes to repair the failure-we are more concerned at this stage with the frequency of maintenance-related disturbances.
The two values-Business Risk and Frequency-are mapped onto the grid (see Figure 3) to define the resulting criticality for the area. This process needs to be repeated for all of the areas you have defined on your process
layout. Two items you will need to be aware of when performing this activity:
• If the business risk incorporates a question related to health and safety in relation to people performing maintenance on the equipment, these risks need to be carefully considered. While the resulting injury
could be extremely serious, this risk of injury needs to be mitigated in the risk assessments and resulting method statements or redesign, not in increasing the business risk. The reason for this is if the business risk is too high, then you might consider doubling up on the equipment to reduce the risk, but this adds to an injury risk when maintaining the equipment.
• All of the equipment and process routes in an area do not necessarily fall into the same criticality as the main routes for the area. You will need to identify the main process routes, secondary and tertiary process routes through the area, and assign lower priorities based on their potential impact on the area.
This process needs to be kept as simple and flexible as possible, and you should ensure all decisions are well documented in order to both eliminate the possibility of misinterpretation and to support any decisions made. Remember that the business needs and market forces will change over time, and this criticality review will need to be re-evaluated fairly frequently (usually annually or in major shifts of the economy) to ensure you are still applying
the correct strategies. Changes to your environment could quite possibly change the maintenance plan you have adopted for the equipment on site over time.
Phase 2 - Identifying Local Classes and Strategies
When looking through all of the equipment on your site, you will notice that there are several pieces of equipment that are very similar. The probability is high that the maintenance strategy applied to them can be the same,
while making allowances for various criticality levels. We identify these equipment groups by giving them a Local Class designation, and statedevelop the maintenance strategies for each of these local classes, defining different frequencies (and strategies if necessary) for all five criticality levels at the same time. This process allows us to reduce the baggage system from 28,000 items to 122 local classes for which we need to define maintenance strategies.
Based on your list of local classes, you will need to:
1. Draw up a list of every activity that you will possibly perform on this equipment/local class, including:
a. Component Replacements, where you need to consider the level at which you want to carry out your maintenance. For example, in Western Europe, if a bearing on a motor reducer unit failed, and a replacement unit cost less than Ð150 ($193), then, due to the time and effort required to manage the repair, you might opt to replace and not carry out a repair. Conversely to this, in Central Africa, component availability and/or lower labor rates might mean a repair is the most cost-effective solution based on the resources at your disposal.
b. Component Adjustments, covering activities such as belt tensioning, oil replacement and defragmenting hard drives.
c. Cleaning Activities, covering any equipment and the immediate surroundings that are in a restricted-entry area. In many instances cleaning could fall to a lower skill level. However it should not be ignored in the maintenance plan as it forms part of a holistic approach to maintenance. At a food processing plant, we reduced downtime by 20% by reducing dirt in the system and from staff noticing future problems while cleaning - problems which could then be averted.
d. nspections, covering visual inspections, stoppage inspections, and statutory inspections.
e. All condition-based inspections such as Vibration, Thermography, and Ultrasound. If there is no in-house expert to perform these activities, you could contract them out to specialist companies to perform the work. In our experience, contracting out can be set up and managed well, or poorly, so consider the options carefully. A well-managed process of "contracting-to-inhousing" can be most beneficial.
2. Estimate the following:
- How long each of the identified tasks will take to complete (Mean Time to Repair [MTTR]), and how many people will be needed to complete the work.
- Predict the Mean Time Between Failures (MTBF) for replacements and adjustments. To define the MTBF, you might want to look at the design or predicted life of a component that you intend to replace or adjust.
- Decide if the work will require the equipment to be isolated in order to complete the work.
3. Define one of the following strategies for each of the criticalities you are using (see Figure 4 - Strategy Sheet):
a. Time Based, where you define a set frequency to perform the maintenance activity. Some of the tasks are in themselves a strategy, such as a thermal inspection (Thermography) or vibration inspection (Vibration Monitoring), in which case you need to define a frequency based on an anticipated PF failure curve.
b. Operational Based, which sets out the flow or operations required between maintenance activities.
c. Condition Based, using an inspection or other strategy which will identify the onset of failure and allow for reaction time to address the failure.
d. Run to Fail, which allows the component to fail before replacements or adjustments are made.

As part of the creation of the maintenance strategies you can also develop safe working practice method statements and generic risk assessments for all of the maintenance tasks that you have identified. These method
statements and risk assessments are an ideal way of helping to develop a training plan for new employees.
By developing these individual strategies, we found it relatively easy to adopt a cohesive maintenance strategy across the entire baggage system.
It's important to remember that all of the condition-based inspections, such as Vibration, Thermography, and Ultrasound, are supportive of a sound maintenance strategy, and should not be performed in isolation.
Phase 3 - Extract the Maintenance Plan
Phases 1 and 2 can be performed in tandem; however, they need to be complete before continuing with Phase 3 of the work. At this point we know all of the equipment we aim to maintain, how critical it is to your business, what strategies we will be using and what maintenance we will be performing.We now need to extract this as a maintenance plan for each piece of equipment and insert it into our Computerized Maintenance Management System (CMMS).
This is where things started getting a little tricky! While for many situations this is a manageable task, in the baggage system discussed above, we had around four timebased activities per piece of equipment, which amounted to 112,000 planned maintenance activities to enter onto the CMMS. These tasks ranged from weekly visual inspections through to oil replacements every three years on the motor reducers. Downloading this many planned maintenance tasks is clearly a significant task, not to mention the work involved in planning and managing a weekly paper trail of around 31,000 work orders. Clearly we needed a way of grouping these activities into more manageable groups, while still keeping the maintenance information at equipment level. To achieve this we created a software program to reduce the work involved. This then fed the CMMS system we were using which managed
this level of complexity in the form of maintenance routes.
In order to develop a manageable maintenance plan, you will need to identify and group these PM tasks together, based on frequency, strategy, skill, and on a physical line of equipment to restrict the impact on the
system during a stop inspection (an inspection requiring the equipment to be turned off). Our experience has also shown us that these maintenance routes need to be limited to one person for a maximum of 4 hours per
route, otherwise the impact on the system will be too great and the likelihood of completion during a shift will be low. In the baggage system, this resulted in around 1200 planned maintenance routes, which was far
easier to manage than individual job cards on every piece of equipment, and could be managed by one planner.
At this point there are a few key items to consider:
• The maintenance plan needs to be flexible:
- It should allow you to review and enhance the strategy, adding/modifying/deleting tasks or checklist items.
- It should allow you to review criticality (impacting on the frequency and strategy applied).
• Every time these change, the maintenance routes and any checklists need to be updated to reflect this change in strategy.
Once all of the maintenance routes are entered into the CMMS, you will need to ensure that the risks associated with performing the maintenance are correctly addressed. The generic risk assessments developed during
Phase 1 of this process need to be refined given the actual environment in which individual pieces of equipment are installed. This ensures that all risks are identified and people are trained accordingly.
Conclusion
The development of this process allowed us to produce a cohesive maintenance strategy and a comprehensive maintenance plan for a very large system, but the process also holds well for smaller systems. More than enabling
the creation of the strategy and plan, it also helped to:
• Determine the manpower needed to support and maintain the system.
• Anticipate the spares consumption for the site for the first 10 years of operation.
• Create the training material used to train the engineers on the maintenance of the equipment.
Overall, the process helped to minimize the operating cost of the maintenance operation from the outset, where we found the maintenance personnel level required was 15% lower compared to similar asset numbers elsewhere in the airport. In addition, since everything was well documented, we were able to perform a review of the applied strategies and the maintenance routes, and refine them as a result of the lessons learned over the first 18 months of operation. We believe that without this process and the tools we developed to support the overall delivery of the maintenance plan, the initial maintenance plans would still be in development, rather than having gone through the first major review and refinement.
Malcolm Hide is an independent maintenance consultant, with over 30 years of experience in maintenance practices and setting up maintenance systems. He started his career in the Steel Industry, where he was ultimately responsible for the redesign of the water cooling system on a blast furnace. He then went on to further his experience in the Oil and Gas Industry where he ran the condition monitoring department, performing Vibration analysis, Oil analysis and Laser alignment on hundreds of pumps, motors, turbines and generators. From there he moved into an abattoir and processed meat factory as the maintenance manager, where he was also responsible for a rebuild of around 50% of the factory while still maintaining the production environment inside the rebuild areas. He then moved on to the BOC group of companies, where he became responsible for monitoring and delivering maintenance best operating practices to their air separation plants worldwide.
Following this, Malcolm joined the team delivering the baggage system for Heathrow Terminal 5, which is made up of over 17km of conveyor systems, over 100 PLCs and in excess of 24,000 individually maintainable items. He was responsible for defining the maintenance strategy, developing the maintenance plan, defining the maintenance team size, setting up all system-related training requirements, and setting up their CMMS. This experience has lead him to developing this process of setting up a basic maintenance plan, which he has now been able to successfully apply on several other sites. The process has reduced the time to implement a comprehensive maintenance plan covering all maintenance strategiessignificantly. He can be contacted at +44(0)7894 744863 or at malcolm.hide@stratmaint.co.uk and his Web site is www.strategicmaintenance.co.uk.