Observing from a broad to narrow perspective, the manufacturing organization uses energy from a variety of source types, including coal, natural gas, petroleum, and electricity from a generating plant. Some of these energy sources are put to direct use, and some are used to create other energy sources, including pressurized oil, pressurized air, steam and accelerating chemical reactions.
Human energy, arguably the most important energy resource, is often left out of the discussion for energy use effectiveness. An extensive amount of human energy is expended lubricating production machinery.
Opportunities for energy improvement from the machine lubrication process can be both obvious and obscure. A gallon of oil or grease has a given energyband economic value that can be measured in BTU's and dollars. The impact from the use of a barrel of oil to float and separate interacting machine surfaces, or accomplish hydromechanical work, has an even greater economic value, but it is not always obvious. The human energy expended to place and replace the oil represents another type of energy and economic value.b These three topics will be explored in the following paragraphs, beginning with a broad view.
Tribology
The relatively new scientific field, Tribology, began to be formally recognized following the March 9, 1966, publishing of a report by the British Ministry of State for Science. The report suggested that the economic value to be derived for British Industry from improvements in lubrication design and practice was worth nearly a trillion dollars (equivalent, adjusted for inflation and exchange rate).
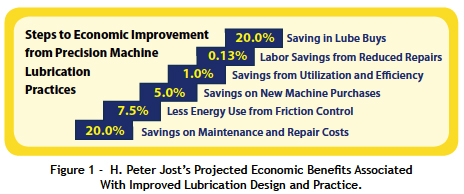
H. Peter Jost, and his team, offered their impression of the potential for improvements in a variety of areas, as shown in Figure 1. Following this study, Germany, Japan, China and Canada have each executed studies that have produced insight similar to that of the Jost Report.
Jost's study indicated cost reduction potential for several categories, including savings on energy purchases (7.5%) , general efficiency (1%), and lubricant purchases (20%), each of which will be expanded upon in this discussion. 43 years after this study, one could argue that the savings potentials for manufacturers are still available from most of these categories. For a few categories the potential is even greater, particularly savings from efficiency improvements and reduced repair costs. Let's consider the arguments for some of these savings opportunities.

Energy Savings Potential from Friction Reduction at Lubricated Parts
The theoretical basis for reducing energy consumption by improving lubricant effectiveness is strong. Personal experience suggests that the 7.5% potential for energy reduction noted in the Jost report may be attainable for some types of applications, but not for all. The challenges to the reliability engineer will be measuring the improvement with some degree of repeatability, and overcoming skepticism by engineering and operations managers. There are often a few things to consider.
The Nature of Machine Surfaces
Machine surfaces are rough. Figure 2 illustrates typical surface profiles for all machined surfaces. Even finely prepared bearing element and race surfaces exhibit undulations. As shown in Figure 3, machined surfaces have a wavelike profile. The average of the height of the ridges, value 'r', differs based on the OEM's finish technique. Element bearing finishes will have maximum surface heights in the 0.2 micron range, and average heights in the 0.4 micron range (RMS). Ground gear finishes will have surface heights approaching three microns, and averages heights approaching 0.6 microns (RMS).

Separating Machine Surfaces
The dynamic oil film thickness must always be greater than the heights of the combined surfaces in order to avoid frictional energy losses. The ideal condition would be an oil film that is three to five times thicker than the height of the combined surfaces. Component suppliers provide formulas and standardized tools that are useful in establishing minimum viscosity operating requirements. Reputable suppliers provide engineering support to their customers to help refine lubricant selections, and for most applications, the first run selections are not difficult.
Inadequate film conditions occur as a consequence of changes in load, changes in machine operating temperatures, changes in lubricant condition (particularly contamination with gases or fluids), and accidents in lubricant handling and application, which lead to viscosity errors. These condition changes often occur simultaneously, resulting in film collapse, machine component interaction and greatly increased frictional resistance.

Surface Protecting Lubricant Additives
OEM's and machine owners collectively recognize that conditions will cause the oil films to degrade and fail. Even though the oil film collapses, the machines will continue to run causing degradation of the machine surfaces.
In order to protect the contact area of the lubricated surfaces, lubricant suppliers employ the use of a wide variety of chemicals intended to chemically bond to metal surfaces to create an organo-metallic boundary layer. Although these tarnish-like films are very thin they do offer protection from excessive wear, and prolong machine component lifecycles.
The use of insoluble (solid film) lubricant additives provides another avenue for reducing frictional resistance from surface contact. Boric acid esters, Teflon, Molybdenum Disulfide and Graphic all have a well established track record for surface friction reduction.
Energy conservation claims have been made by several high performance lubricant manufacturers, including Lubrication Engineers, Engineered Lubricant, Whitmore's Lubricants, Royal Purple, Castrol Performance Lubricants, and several others. These companies create specialized additives that accomplish a variety of end results, including friction reduction from surface improvement. Most of these companies consider their additive technologies to be central to their survival and are tight-lipped about product composition, but there is no debating that there are additive agents that improve lubricity (the 'slipperiness' property) of the lubricant that then helps reduce energy consumption.
Energy Consumption Influence of Base Oil Type and Weight
In markets that have federally mandated energy efficiency requirements, such as automotive engines and refrigeration systems, base oil and additive choices are heavily influenced by the material's energy efficiency impact. It is widely known that oil viscosity directly influences energy consumption. As viscosity increases the amount of energy used to overcome viscous drag also increases.
It is less well known that the type of base oil (molecular composition) influences energy consumption in a couple of ways. Some polar stocks, specifically esters and polyglycols, have lubricity properties superior to conventional mineral oil and unconventional hydrocracked stocks. These fluids provide better surface protection with less bulk oil requirement.
Consequently, a lower viscosity grade may be adequate to provide similar levels of component protection versus a mineral oil option. The lower viscosity also enhances flow rate, an important characteristic for heat removal, which further enhances energy efficiency.
A similar impact may be experienced with the use of ester cylinder feed lubricants in high pressure process gas applications. The combined lubricity and polarity of ester stocks make these ideal choices for cylinder lubrication. Volumes and viscosities can be reduced, providing reduction in parasitic energy losses from friction and viscous drag.
Proving Energy Conservation in Production Machines
Documenting energy improvement results is not difficult, but it does warrant careful planning and measurements. It is essential to compare similar conditions when making final conclusions.
Steps to consider during the evaluation process should include:
- Develop the data collection plan, and put it in writing. Develop the criteria for measurement and evaluation before the process begins.
- Identify a, or multiple, machine(s) that operate with a narrow range of load, speed and throughput variability. Fluctuations will complicate test cycle comparisons.
- Verify that the lubricant in use for the select machine (call it Product A) is, in fact, the correct type and grade of product for the application. (visit www.precisionlubrication.com for additional information concerning precise selection of lubricants.)
- Collect process data. At a very minimum, conduct energy readings (amps) for a period of at least 30 days. It would be best to coincidentally record ambient temperatures, operating temperatures vs ambient, machine loads, machine throughput (speed, units of production, RPM, etc...) and/or other process values. Mechanical conditions and changes should also be observed and documented. All maintenance conducted on the machine during the test period should be documented.
- Collect mechanical data. Data that is relevant could include sump, motor, drive, and bearing temperatures (thermal images), vibration levels and oil analysis data. All of the sample collection methods must be highly repeatable in order for the data to be dependable. Also, a sample set of less than 30 readings can bring the results into question. It is preferable to have too much data rather than too little. Make the conversion to the alternate product (Product B).
- Make sure that the sump is completely clear of Product A, and that no other mechanical or electrical changes have been implemented that might impact the operation of the machine.
- Repeat the data collection activity and compare the results.
- Readings should be converted to monetary terms.
Energy Savings Potential from Lubrication Program Process Improvements
The value of process improvement may be worth every bit of savings derived from superior lubricant performance. Process improvements considerations should address:
- Using tools and technology (modernization) to replace human labor.
- Efficiency of the selection of tasks in total for machine care.
- Efficiency of each required task versus the actual scheduled tasks.
Labor Utilization Improvements through Modernization - A large percentage of lubrication programs operate on automatic pilot. When the practices are highly refined this can be a good thing. When practices are not, net labor hours required to fulfill practices tends to be high, and the results may not even cover the minimum requirements. Labor savings potentials are numerous.
Potential for savings include:
15% to 20% - Efficient Grease Relubrication Frequencies. It is common for grease relubrication practices to be inconsistent with component manufacturer's requirements.
Calculation of intervals based on machine operating environment and characteristics is an important first step. Reliability engineers are often surprised to learn that the scheduled frequencies for their slow rotation machines are too short, and the frequencies for their high speed (high nDm) applications are much too long. Balancing grease relubrication intervals alone may free up labor needed to make other systematic lubrication program improvements.
5% - Use of Automation for Short Term Grease Intervals. Grease replacement activities with an interval shorter than seven days should certainly be evaluated for automatic lubrication, either in the form of a single point grease cup, or in the form of simple multi-point systems. The choice is based on a cost comparison for installation and long term maintenance.
20% - Operator Based Care, Including Sump Level Checks and Top-up Activities. Level checks and corrections can, and should, be fulfilled by operators. While it is clear that operators are always busy, part of the operator's role should be to visit the machines, observe their condition, check the levels and report any observed problems. Organizing this task into routes is time consuming but not difficult, and should be done whether operators are involved in top-ups or not.
10% - Implanting Aggressive Oil Condition Control (filtration, cooling). Lubricant sump change intervals could be safely extended in many applications by a factor of three simply by cooling and cleaning the sumps. The relationship between wear debris, heat and oil oxidation is proven and intuitively obvious. Just 10 years ago, the standing practice for most facilities was to change oil on an annual basis. Integrated into the lubricant analysis program, lubricant sump filtration requires effort while the plant is operating, but returns highly valuable labor back to the planning department during outages.
The few items noted above account for 50% of the labor expected for machine lubrication. Freeing this labor for other purposes may require capital (for tools and systems) and certainly will require a change in mindset. During the evaluation of practice efficiencies (for a safe return of labor to the maintenance department), plant engineering should simultaneously redefine inefficient practices to reflect a plant 'Best Practice'.
Energy Savings through Material Conservation
If the engineering department executes the previous improvements, the potential for material conservation, reduced lubricant consumption, will already have been achieved.
Three highly visible targets for lubricant consumption improvements include:
Compressor Lubricant Usage - Reciprocating cylinder and sliding vane cylinder feed rates are often significantly above OEM suggested values. The excess causes varnish buildup on heat exchangers and coats pipes and air components with excessive oil residue.
Synthetic lubricants can be used to optimize the throughput and reduce the risk of varnish accumulation.
Hydraulic and Circulation System Leakage
Hydraulic system designers collectively agree that the majority, perhaps as much as 80%, of hydraulic system leakage is controllable, and much of it is a consequence of poor hydraulic fluid contamination control. Those 'difficult to identify' leaks can be found using fluorescent dye and black light technique. Retrofitting hydraulic circuits with leak resistant fittings, and instructing general maintenance mechanics and pipefitters on the proper installation and use of these fittings adds to the long term value of a leak control initiative.
Open Gear Lubricant Application
American Gear Manufacturers Association (AMGA) standard 9005-EO2 provides specific guidance on the required volume of open gear feed per minute of operation for several gear sizes and speeds. Measuring the current feed, and judging the potential for reductions in feed is initially a simple mathematical exercise. Judging the adequacy of the feed rate at various steps in the reduction cycle may require the assistance of the lubricant supplier, or a knowledgeable technical consultant.
Summary
Precision lubrication practices support machine reliability interests, produce best use cost, and improve labor efficiency. Electrical energy consumption can be reduced through the use of high performance lubricants and a careful measurement plan. Human energy consumption can also be reduced through careful evaluation and improvement of machine lubrication requirements, including the application of high performance lubricants for critical production machines.
Mike Johnson is the founder of Advanced Machine Reliability Resources Inc., a firm that provides precision lubrication program development, consulting and training. He has written and presented numerous technical papers at symposia and conferences throughout North America about how to use machine lubrication to drive machine reliability. Mike is happily married, plays and coaches soccer, and has 3 young children that consume his remaining time and attention. He can be reached at mjohnson@amrri.com or 615-771-6030.
References
- "Interview with Luminary Professor H. Peter Jost - The Man Who Gave Birth to the Word 'Tribology'". Fitch, J. Machinery Lubrication Magazine, Jan., 2006.
- "Lubrication for Industry, 2nd Edition",page13. Bannister, K. Industrial Press. 2007
- L. Rudnik and R. Shubkin, "Synthetic Lubricants and High Performance Functional Fluids, 2nd Edition", page 88. Marcel Dekker Publisher.