In fact, about 80% of executives have an immediate, or emotive, response that is negative. They associate the word maintenance with costs or breakdowns and downtime. Both have negative connotations, but in fact, the maintenance organization controls very little of either cost or downtime. For example, my experience working with hundreds of manufacturing plants, and in reviewing many studies, indicate that maintenance only controls about one third of all unplanned equipment downtime, and controls only about 10% of all production losses. Put another way, 65-70% of the defects that induce unplanned equipment downtime are induced by poor operating or design practices, not poor maintenance; and 90% of all production losses are induced by something other than maintenance.
Somewhat ironically, and as importantly, executives also intellectually tend to associate the words maintenance and reliability as being nearly synonymous. That is, they view maintenance as being responsible for reliability (and emotively for unreliability and its associated cost and downtime). What a conundrum it must be for you if you're a maintenance manager and perceived as accountable for reliability when you only control ~10% of the plant's overall process reliability. I have never seen maintenance working alone "deliver" reliable equipment in a sustainable way, nor have I ever seen a reliable plant without an excellent maintenance organization. An excellent maintenance function is necessary, but not sufficient. Further, expecting the maintenance organization to deliver reliability is a bit like expecting the mechanic at the garage to make your car reliable. It won't happen. Executives must understand this simple, yet critical principle, in order to enable reliability and operational excellence. Unfortunately, they typically do not.
Something I see far more often than executives enabling reliability and excellent operational performance is the frequency with which executives disable reliability and operational excellence. Of course, this disabling is done with the best of intentions for the business, but it is still disabling. Some examples of this are discussed below.
First let's take the most common emotive response to the word maintenance from executives - "cost". Maintenance costs are bad, so how do we manage them? We cut them! We manage them in the short term. After this, we let the manager figure out how to manage getting all the work done with less money. What happens in reality is that less work gets done. Things that can be deferred are. Things that aren't in need of immediate attention aren't done. And this approach leads to a gradual deterioration in the condition and performance of the equipment. Fortunately for the plant manager, by the time all that catches up to him or her, they are gone, and the poor sap who comes in later is the one who gets the blame for poor reliability.
Second, in an economic downturn, one of the first things to be cut is training, both basic training in the job functions and "advanced" training - learning new processes, new tools for problem solving. As someone once said, "If you think education is expensive, try ignorance." Cutting your training budget forces you to try ignorance on a daily basis.
Third, there's the program of the month phenomenon. The folks that I work with and that are experts in the various improvement tools, such Reliability Centered Maintenance (RCM), Total Productive Maintenance (or Manufacturing, TPM), Predictive Maintenance (PdM), Lean, Kaizen, Six Sigma, 5S, etc., tell me that the vast majority of these programs fail within 1-2 years of implementation. Failure rates range from 60-95% for all programs. Why do they fail? Poor leadership, initiative overload, and lack of resources would be my answer as the dominant causes. My experience has been that executives attend a seminar, think highly of the methodology being reviewed, the success stories presented (5-40% do actually succeed!), and then announce a program. Unfortunately, once announced these programs are typically delegated to a lieutenant, with little continued leadership, visibility and drive on the part of the senior manager. The lieutenant is then left with the role of implementing the program and getting it inculcated, with little senior leadership, save the quarterly or annual meeting to review progress. There is typically little or no day-to-day leadership from senior management driving the processes being put in place. Top that off with other pressing issues of the day - cost, delivery, quality, safety, health and environmental initiatives and audits, and the program gets whimsical attention - based on the whims of the plant manager at the moment. Finally, these programs are also typically under-resourced - one to five people (typically closer to 1-2) at the corporate level "driving" the implementation of the process. Of course, after a few months of valiant effort and little to show for it, and the resignation of one or two people along the way, the program fades into oblivion with common post-mortem comments being "Oh yeah, we tried that once. I wondered what happened to it." Or, "We tried that once, but it didn't work. No point in trying it again."
Finally, there is a lack of understanding of the sources of defects and the processes for their management and elimination. Maintenance is typically blamed for poor reliability and operational excellence. As noted, maintenance only controls about 33% of all equipment failures and downtime, and only about 10% of all production losses. Combine all this - poor leadership, short term focus on cost cutting, initiative overload, and insufficient resources for programs and you have a natural recipe for failure and its attendant poor performance and results.
So, how we executives enable reliability and operational excellence? Don't do all those counter-productive things we've listed above. Do understand the sources of the defects, so you can manage them. The model I've found useful for this is shown in Figure 1 below. It's not a perfect model, but it makes a good start for understanding and managing defects.

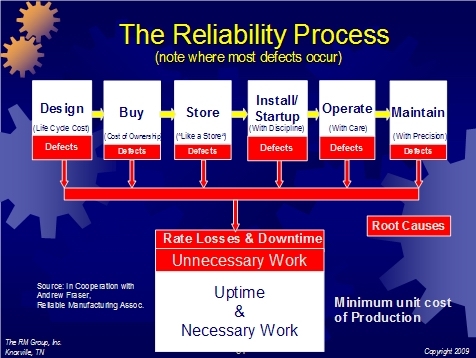
Note that in this model, which is supported by lots of experience, data, and related studies, the three major contributors to unreliability are design, installation/startup, and operations. The minor contributors are procurement, stores, and maintenance. Just to illustrate the point, one study indicated that you 7-17 times more likely to induce defects during startup than during normal operation. RCM studies indicate that some 67% of failures occur with an infant mortality pattern - the highest risk of failure is during startup. Further, studies in Japan and the US indicate that operators are typically responsible for 65-70% of equipment failures. Other studies indicate that 65-70% of production losses have nothing to do with the equipment. That is, they related to product changeovers, raw material quality and quantity, production planning, rate and quality losses, etc. This is illustrated in Figure 2, below, a pie chart of losses from ideal production.
Costs are a consequence, of what you do, and of what you fail to do. In this case, executives must understand the source of the defects, e.g., poor design, poor operating practices, poor maintenance, etc., so that they can enable those practices and processes that eliminate the defects and support reliability and operational excellence. If they do not, they will disable reliability. Examples of enabling reliability include:
• Design - for life cycle cost, and have policies and systems in place to support this. Lowest life cycle cost provides for maximum long term profits.
• Procure based on total cost of ownership (similar to life cycle cost), not just sales price for a specification. Initial price represents only ~25% of the total cost of ownership of the equipment in a typical plant.
• Stores - run your storeroom like a store, a business. If the storeroom was your business how would you run it? Would you keep it clean and tidy? Would you track your customer's needs? Would you work with your suppliers to minimize stock, and still meet customer needs?
• Install and Startup - with discipline, precision and comprehensive commissioning. The greatest risk of failure, and un-reliability, is during startup.
• Operate - with care and precision. This requires a process for measuring and managing process non-conformances, for excellence in operator care (like a car), for excellence in shift handover, and for teamwork with maintenance.
• Maintain - with precision. This requires having excellence in work management, planning and scheduling, condition monitoring, skilled trades, and restoring equipment to like new, or better.
So, back to the title of this article, how do senior executives enable reliability and operational excellence? First, don't do the things discussed above that disable reliability. More importantly, focus on those things that engage the entire workforce in defect elimination. The model is discussed above, and highlights of the model are covered. Los Alamos Labs conducted a study of manufacturing companies and reached a critical conclusion - engaging all the workforce and eliminating small day to day problems has a much bigger impact on performance than focusing on the major failures. To go along with this, ISR Research studied some 41 companies with 360,000 employees and concluded that engaged employees are three times (3X) more productive than average. Enabling reliability requires leaders to put in place processes that engage the entire workforce in defect elimination and problem solving. Leaders have the ability to inspire ordinary people to achieve extraordinary performance - they set the example, drive the process; are highly visible, reward what is wanted and challenge what is unwanted.
In applying these principles, we often must facilitate cultural change. It's a common belief that ‘people don't want to change'. I disagree with this. I believe that people don't want to be changed, but they do want to change, if:
• Given compelling reasons for change
• There's some thing in it for them, and
• They participate in creating the changes - participating creates ownership for the change.
Executives enable reliability by giving those compelling reasons, repeatedly articulating the strategy and goals for change, outlining the benefits of changing, defining roles and responsibilities, and engaging all the workforce in problems solving and defect elimination, and then measuring and rewarding the improvements which result.
Ron Moore is the Managing Partner of The RM Group, Inc. in Knoxville, TN. He is the author of Making Common Sense Common Practice, now in its 3rd edition; and of Selecting the Right Manufacturing Improvement Tools - What Tool? When. He can be reached at 865-675-7647, or by email at RonsRMGp@aol.com