Where to start?
One of the first questions we need to answer is what to repair and what to replace? This is a critical question as it will define "spare" and the way failures are handled. So, what should we repair? This will depend on the skills available in the maintenance/engineering organization, the time it takes to repair versus replace and the cost of downtime. To understand it better, let's illustrate it with an example of a variable frequency drive (VFD).
Small VFDs are packaged in such a way that repairs in situ are not practical, so they are simply replaced with a spare. The situation becomes complicated however, when larger drives are involved because there are many failure modes - power module, interface boards and controller, to name a few. In such a case, management needs to make a decision: Do we repair the drive in situ or do we replace the entire drive? This decision will be based on a number of factors, the most important being on-site skills availability and time to repair versus replacement. Experience has shown that even relatively large drives up to several hundreds of horsepowers should be replaced instead of repaired in-service as it is a better, more economical option when factoring in downtime involved during the repair process.
This thought process should be applied to all installed equipment - mechanical, electrical, electronics, hydraulics, pneumatic. Once the repair strategy decision is made, the next steps involve performing operational and criticality analysis.
Criticality analysis
There are many models for conducting criticality analysis and each company has its own system. These usually take into account the impact of a failure on production, quality, safety and the environment, as well as probability of the failure and its predictability. In other words, it is a risk-ranking system that estimates consequences of a failure to the business and its probability. For the purpose of this article, we will assume that such a model would be used.
One of the most important steps is to develop an equipment list that includes all maintainable items as described earlier in this article. It can be accomplished in various ways. If a company has a good enterprise asset management (EAM) or computerized maintenance management system (CMMS) with an up-to-date asset index, the list can be dumped directly from the index to an Excel spreadsheet. It is also possible that the criticality analysis has already been performed. In such a case, the effort to create the list and assign criticality is shortened significantly. However, there will be cases, such as with greenfield operations, where the list will need to be developed from scratch. It may be a lengthy, time-consuming task, especially if only limited information is available and all information has to be verified in the field. This is especially true with mechanical systems.
However, automation and manufacturers of drives offer much quicker and more effective solutions, such as programming software, which in most cases offer lists of all devices attached to the industrial network. This information includes name of the device, location, serial number and software/firmware revision. This is a quick and error-free process.
After the equipment master list has been developed and criticality analysis has been finalized, we can move on to the next step.
Critical spares - delivery lead time requirements
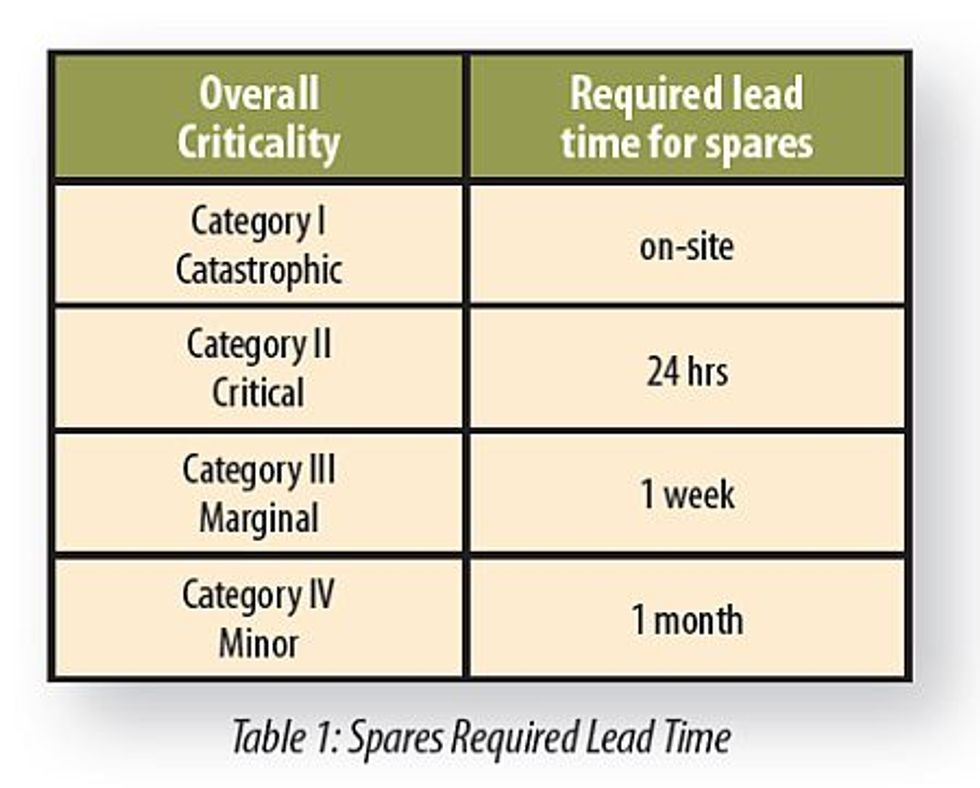
Now that we have assigned the criticality to the equipment, how does it affect our spares strategy? How can criticality be utilized in deciding spares strategy? Table 1 shows an example of such a strategy for the highest criticality category (Category 1). Because the equipment holds the highest risk to the business, all spares need to be stored on site. For Category 2, spares need to be available within a 24-hour time period, and so on for the lower criticality categories. Please note that Table 1 is just an example for illustration purposes only. Each individual plant/organization has to develop its own system. It will vary from the example shown, but what is important is applying it in a consistent manner.

After learning the required spares' availability, the next step is to check for the delivery lead time and, in case of reparable items, repair time. Table 2 shows how these steps affect the estimated minimum quantity of the stock.
This process can be taken further by calculating economic order quantity (EOQ), maximum levels and reordering points, thus creating a comprehensive spare parts management process.

Example
A paper-making plant invested in an infrastructure upgrade project. As part of the project, a complex, medium voltage drive system was installed. The initial spare parts list was based on the OEM recommendations. A few months after commissioning, the plant management decided to review the newly-installed equipment to mitigate downtime risk to the business. A team of process, maintenance and reliability specialists was formed to commence spares optimization work. The team followed the process described in this article and the results surprised all participants.
First, the team learned that the plant did not have a repair strategy in place. It was not clear what should be repaired and what should be replaced based on available skill sets and time to repair. In addition, the plant did not have a comprehensive criticality assessment process in place and there was no knowledge regarding how the equipment criticality should influence spare parts stocking quantities.
The process identified 102 components that required various levels of spare parts. Only 60 spare parts were actually stocked on site, with quantities either below or above the recommended levels.
Out of 42 spares not stocked, approximately 50 percent had a required delivery lead time of 24 hours, while OEM delivery time was from one week to 16 weeks, thus exposing the plant to an unnecessary risk. The additional cost of spares was around $200,000 dollars, with a downtime cost for that particular production line of >$10,000/hr. Following the analysis, a business decision was made to replenish the spare parts stock as recommended.
Several weeks later, there was a drive failure. The analysis showed that a $320 charge resistor failed. The delivery lead time? One week! Suffice to say that the resistor was added to the stock as a result of the analysis.
Conclusion
A spare parts stocking strategy is still a somewhat mysterious and misunderstood process, yet it does not have to be. Following the simple process described in this article will allow any organization to minimize the risk to the business of not having the right spares, while simultaneously minimizing the capital invested in spares. It can be taken even further by working closely with parts suppliers, OEMs and repair shops, and designing a comprehensive program that would include their involvement and cooperation.
 Kris Goly, business development manager for Siemens Asset Performance Management Services, has more than 30 years of engineering and management experience in the manufacturing and service industries. www.usa.siemens.com/services
Kris Goly, business development manager for Siemens Asset Performance Management Services, has more than 30 years of engineering and management experience in the manufacturing and service industries. www.usa.siemens.com/services





 Kris Goly, business development manager for Siemens Asset Performance Management Services, has more than 30 years of engineering and management experience in the manufacturing and service industries.
Kris Goly, business development manager for Siemens Asset Performance Management Services, has more than 30 years of engineering and management experience in the manufacturing and service industries.