
In general, today's electric motors are so well designed and built that they are very efficient and continue to operate even when receiving a lot of abuse and neglect. This is fortunate since they generally are both neglected and abused.
Motor performance management (MPM) takes a systematic approach to extend the life and reliability of motors and to better predict their end of life so they can be removed from service at a scheduled outage without disrupting production.
An MPM program starts by looking at the recent history of failures and repair costs to uncover the most expensive and disruptive events and then works to minimize the chances of recurrence. Since each facility is different, there is no "cookie-cutter" solution, but normally two or three areas show up as above average in failures and become the "low-hanging fruit" in the improvement process. On the other side of the coin, we look for some things being done right that we can build on in a positive way.
As we look at the failures, we start to see patterns. Maybe a lot of the failures have been in service for a similar period, for example. It could be that a lot of bearings die due to grease being washed out. Frequently, a motor shows distress but no one thinks it important to report, or maybe the pressure for production causes it to be ignored. Without playing "The Blame Game," we work on educating people about the true cost of failures that take down production compared with pulling the motor at scheduled shutdown.
A motor will fail at some point and usually shows signs of distress for a while before that. Vibration measurements, IR scans and ultrasound readings can detect the impending failure with enough time to prepare a replacement. Sometimes, a voltage spike or low voltage (causing contactor to partially drop out and cause single phase operation) will cause an almost instantaneous failure and then it is a matter of whether a spare is available - part of the planning phase of motor management.
Here is a typical electrical failure (Figure 1): Gradual deterioration of the insulation leads to an occasional arc across the surface and maybe low insulation resistance at startup (cold and damp). Overload or a spike will trigger the final failure sequence, which might take a second or two. Once the arc starts, it generates intense heat, melts - or rather vaporizes - copper and the high current causes the starter to trip out.

Figure 1: Electrical failure and resulting arc damage
Root cause analysis would normally indicate insulation damage by factors like grease on the windings degrading the insulation, over temperature due to blocked cooling, thermal cycling causing abrasion, or mechanical damage such as a balance weight coming off the rotor. One other cause is overheating due to a rotor rub after bearing failure.
Bearing failure is the leading cause of electric motor failure. In many cases, the dying bearing generates a high noise level to alert users of trouble. The real problem is when the bearing goes quiet again. That means the balls are no longer supporting the shaft! In a very short time, the noise level goes high due to rotor rub, followed by silence after the winding fails as in Figure 1.
Bearings gradually fail. There are early life failures due to installation damage and contamination, but generally bearings are designed for 100,000 hours of operation. After ignoring a bearing for a few years, adding fresh grease is as likely to move contaminated material into the load zone as it is to improve operation. Over greasing, even with clean, fresh grease of the right grade, will cause over temperature due to the churning effect as the balls continually squish the excess grease out of the track. In turn, the temperature will rapidly degrade the grease so it ceases being a lubricant and now metal to metal contact causes wear. Wear generates particles, noise level increases and the bearing is on the fast track to failure. (Figure 2)

Figure 2: Bearing total failure. Cage destroyed, ball spacing lost and rotor rubs on the stator.
If we are able to pull the motor before complete failure, we may see some of the following conditions. (Figure 3)

Figure 3: Bearing functional failure - noise, vibration, rapid wear. Old grease can no longer provide lubrication.
The motor had not reached catastrophic failure and was still running when removed. In other words, a success story for the MPM program. We see old dry grease where the oil has leached out, leaving the binder behind. From two colors, it also looks like someone used the wrong grease when relubrication took place. Incompatible greases may harden or liquefy - in either case the lubrication process stops. Careful observation may show other problems, for instance there may be dirt or a metal chip behind the bearing that prevents it from seating properly and maybe even causing it to be out of square (another cause of rapid wear).
A motor performance management package is a system in which appropriate tools are used to improve motor reliability, reduce cost of repair and replacement, manage spares inventory and ensure appropriate preventative and predictive maintenances are carried out. Program and supply chain management are part of the package as well.
In other words, MPM is a total focus on motors.
An electric motor is a conversion device that converts electrical energy into mechanical work, thus putting it between two separate work groups.
- To mechanics, electric motors finish at the drive coupling.
- To electricians, motors finish at the junction box.
- In between is the invisible motor. (Figure 4)

Figure 4: The invisible motor. Between the shaft coupling and the electrical connections is unknown.
The MPM program makes the motors visible. The preventative and predictive tasks are monitored to detect developing problems. In many facilities, the vibration data is collected and never analyzed because of staff reductions, loss of knowledge and its low priority until something fails. The MPM program must look at the data and find the motors that are in distress. The problems must be documented to establish credibility so operations is given a real reason to get a planned replacement into service with minimal production disruption.
Figure 5 shows a motor in which simple visual inspection will tell there is a contamination problem.

Figure 5
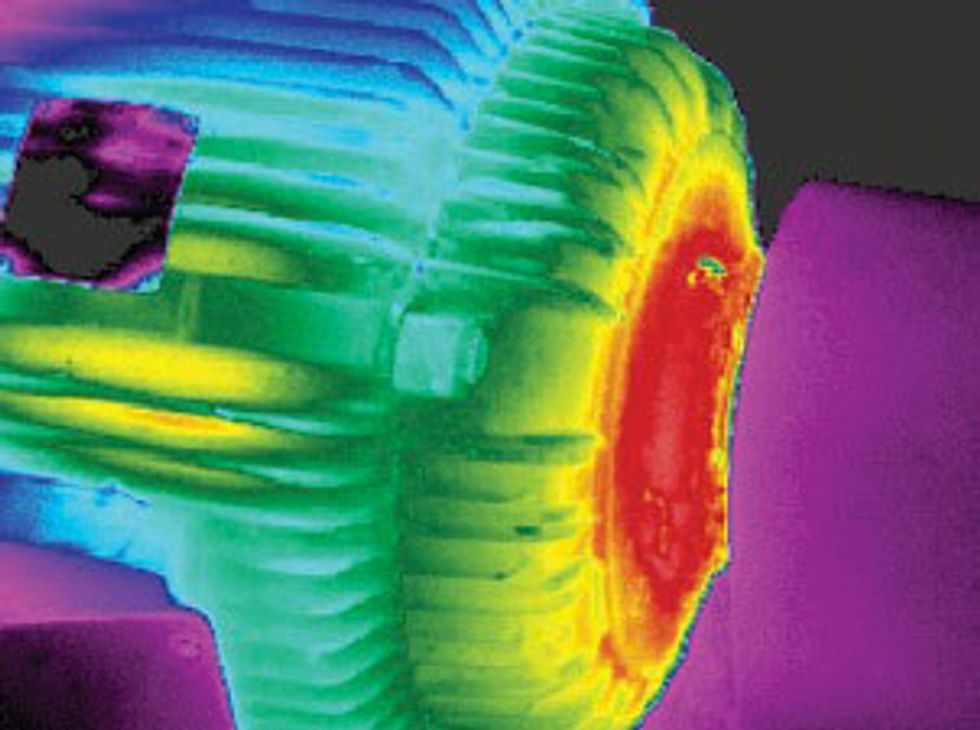
Figure 6 depicts a motor which an infrared scan will reveal as overheated. It is likely that the bearing will soon be like Figure 2.

Figure 6
Figure 7 shows what a dirty winding will cause due to blocked airflow. Over time, excess heat degraded the insulation, but after 10 years without any problems, the motor fails overnight and with no warning. WRONG! The warning signs were ignored, preventative maintenance was not done because motors are invisible until they fail.

Figure 7
What goes into an MPM program?
A number of standard procedures conducted regularly cause a steady improvement in performance and overall equipment efficiency:
- Improving repair specifications to give high quality with minimum cost;
- Precision aligning motors upon installation;
- Reducing wear and tear through preventive maintenance;
- Using predictive measurement data to replace critical motors on planned schedule before they cause downtime;
- Doing root cause analysis on critical motors that fail and feedback the results to reduce future failures.
The first step is research to get an understanding of the current condition and the areas with the highest potential for improvement. Some of the factors we look at are:
- Number of motors;
- Average age of motors;
- Sizes of motors;
- Number and condition of spare motors;
- Preventative maintenance and predictive maintenance practices;
- A review of the information to obtain a snapshot of the current situation.
To maximize return on investment, the MPM program needs to have highly effective:
- Planning - with concepts for effective material management and ensuring the workflow is effective.
- Information management - data available when you need it, where you need it and at your fingertips.
- Implementation of preventive maintenance/predictive maintenance programs.
- Work schedule - based on production needs and doing preventive maintenance work at scheduled downtime.
The key word in MPM is "management," but an equally important word is "focus." The MPM team is concerned just with the motors and checks everything on a regular basis without distractions.
An MPM program uses a small, dedicated team of expert engineers and technicians focused only on motors to achieve the following goals:
- Extend motor life (environment, lubrication, loading);
- Predict failure in time to schedule required actions (vibration, infrared and ultrasonic emission testing, data management, etc.);
- Replace motors with ones that are correctly sized, suitable for the operating conditions and correctly installed (alignment, grounding and safety, etc.);
- Reduce the costs of repairs by actively working with repair shops to ensure quality, specifications, scope of work and pricing are optimized.
A solid set of tools to cover oil analysis, machine alignment, vibration analysis, thermography, electrical signature analysis and ultrasonic emissions is crucial, as is the experience to use them.
An asset maintenance database is an integral part of MPM to track the motors, build a history of each location and to ensure maintenance is kept current. It also helps to ensure all the small things get done right so they don't grow into major problems. Planning and execution are the twin brothers of successful maintenance.
I n 2009, Derek Norfield joined ABB as a Motor Performance Management Specialist building programs to improve plant reliability and reduce costs using predictive and preventative maintenance with a focus on electric motors. Born and raised in England, Derek graduated from Croydon College, London in 1969 with a BS degree in Mechanical and Electrical Engineering. Since then, he has been a specialist in vibration, balancing and reliability. www.abb.com
n 2009, Derek Norfield joined ABB as a Motor Performance Management Specialist building programs to improve plant reliability and reduce costs using predictive and preventative maintenance with a focus on electric motors. Born and raised in England, Derek graduated from Croydon College, London in 1969 with a BS degree in Mechanical and Electrical Engineering. Since then, he has been a specialist in vibration, balancing and reliability. www.abb.com









 n 2009, Derek Norfield joined ABB as a Motor Performance Management Specialist building programs to improve plant reliability and reduce costs using predictive and preventative maintenance with a focus on electric motors. Born and raised in England, Derek graduated from Croydon College, London in 1969 with a BS degree in Mechanical and Electrical Engineering. Since then, he has been a specialist in vibration, balancing and reliability.
n 2009, Derek Norfield joined ABB as a Motor Performance Management Specialist building programs to improve plant reliability and reduce costs using predictive and preventative maintenance with a focus on electric motors. Born and raised in England, Derek graduated from Croydon College, London in 1969 with a BS degree in Mechanical and Electrical Engineering. Since then, he has been a specialist in vibration, balancing and reliability.