Plants are changing and expanding at an ever-increasing pace to keep up with the competitive environment in today's society. The equipment being produced has become more efficient and reliable to meet the growing demand for productivity. With this increase in efficiency and reliability, a lot of plant equipment is now more complex in the mechanical, electrical, hydraulic, and pneumatic systems. The days of "backyard mechanics" in plants are coming to an end. A majority of plants now require a degree or specialized certification as qualifications for employment.
There are many programs that recommend corrective maintenance task development as an improvement to a maintenance program. Reliability Centered Maintenance (RCM) and Business Process Reengineering (BPR) are programs designed to move maintenance and management programs to the next level. Such programs consider processes and provide recommendations for change to improve the reliability and productivity of equipment and processes. Programs of this nature can be a great investment and should be researched thoroughly before undertaking the long-term change that can be involved after an analysis is complete. Although the programs can reap large rewards in short and long term benefits, implementation and follow through are the keys to truly effective programs. This includes implementing the results, periodic update analyses, and progress reports. Commitment to continuous improvement is paramount to the success of such programs.
RCM is a process that is conducted to improve maintenance programs. The focus of RCM is function preservation through the most cost effective, safest, and technically feasible methods. RCM can improve a company's maintenance system and help increase the overall productivity of most processes. If a company is planning on having an RCM analysis conducted a good corrective maintenance program can reduce RCM analysis time and improve the results of the analysis. If a company has not already implemented an effective corrective maintenance program, it will generally become a recommendation of an RCM analysis to implement one.
BPR is similar to RCM, but on a different scale. RCM is historically focused on maintenance. BPR as an expansion of RCM principles, focused on change in any area of a company with any function. BPR is an effective tool at finding improvable areas in a management system. Manpower reduction may be an effect of a BPR process, when cost effective. Note that manpower reduction, especially in the maintenance department, is not always the best answer for cost reductions.
Cost reduction is something that managers must continuously consider. The quickest routes to cost reduction are not always the wisest choices. The popular place to go for quick cost reduction is manpower. Companies stress that employees are their greatest asset. Yet, when it comes time for reductions, employees are one of the first assets to be reduced.
Manpower experience embodies tribal knowledge within a company. When an employee is released, a certain amount of tribal knowledge is lost. After releasing personnel, some companies find themselves short handed and have to hire new employees. Training time and costs can be higher than the cost of maintaining the personnel that were released.
Corporate knowledge of experienced employees is a valuable asset to a company. By effectively capturing and maintaining that corporate knowledge, the impact of personnel losses is reduced. This is not a new concept to experienced managers who know the trials of maintaining an experienced workforce. The reduction of man hours in maintenance tasks does not mean that the next logical step is to reduce the number of employees. Another option for those managers who want to prepare for the future is to implement a "Continuous Improvement" billet. This alternative option for cost reduction is "Corrective Maintenance Task Generation".
Corrective Maintenance Task Generation is best performed by the same personnel who perform corrective maintenance. The normal technician's time schedule does not allow the time to document tasks in detail. Some companies rely on the maintenance supervisor to document and implement new preventative and corrective maintenance tasks. Maintenance supervisors are often too heavily tasked to make this option feasible without risking lost productivity. In addition, maintenance supervisors do not perform corrective maintenance tasks on a regular basis. Therefore, the process of remembering how to perform the task can take longer and be incomplete. Detail is the key to effective corrective maintenance tasks.
One solution to the manpower issue is to maintain an extra technician for documenting corrective maintenance tasks. Technicians can be rotated on a periodic basis by area of expertise to document corrective maintenance tasks, perform parts research, and perform lock-out/tag-out verification for those tasks. Corrective maintenance tasks can then be input into the Computerized Maintenance Management System (CMMS) or a database kept by the maintenance manager for future use. Whenever a corrective maintenance task needs to be performed, the technician can print a copy of the work instruction detailing the procedure for locking out equipment, parts needed, and how to perform the task. This kind of corporate knowledge cannot be easily passed person to person by word of mouth.
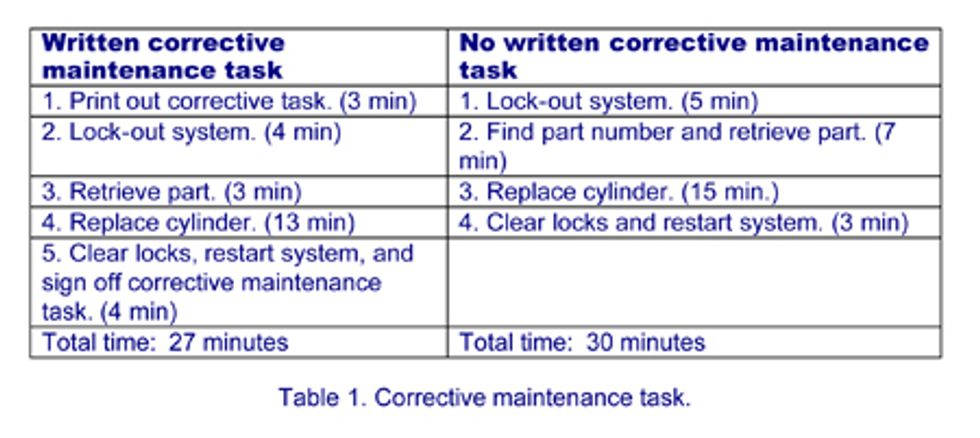
The benefits to the corrective maintenance task generation can be seen in many areas. The first benefit is that the time for completion of common corrective maintenance tasks can be reduced by a conservative estimate of 10%. For example, a task that takes 30 minutes on a normal basis can be reduced by 3 minutes.
For a production line that loses $60 for every minute it is down, this can save $180. The task generation will take about 3 hours at an estimated rate of $90 ($20 for salary and $10 for benefits per hour). If the casualty happens 5 times per year on average, the cost of lost operation alone would be $9,000 ($60 per minute times 30 minutes times 5 incidents). With the detailed maintenance task it would be $8,100 ($60 per minute times 27 minutes times 5 incidents). The savings in the first year would be $810 ($900 savings minus $90 for the task generation). Over the long term, the cost savings would more than pay for the extra technician. Alone, this task may seem like a small savings, but combined with other tasks the savings can soar. An example of the corrective maintenance task is described in Table 1 with no written task compared to a written task on the replacement of a hydraulic cylinder that is leaking. The following comparison assumes that the system will restart properly after the lockout is cleared. With no written procedures, the system is less likely to restart properly.

The knowledge a technician gains while performing the task writing process will help prepare them for future positions in supervisory or planning capacities. Technicians normally spend very little time honing their administrative skills in preparation to become supervisors. Too many technicians become supervisors that are not educated on the "behind the scenes" skills and concentrate on shop floor direction instead of growing their personnel. The better trained a technician is, the easier it becomes to supervise and manage them.
It is generally accepted that a plant is a very stressful environment, especially when the onus is on to get the plant running again. Technicians can get a small break from the reactive nature of the job. The morale benefits of the "down time" can improve overall work atmosphere and in turn the productivity of the personnel.
The safety of performing tasks can be increased by having lock-out lists and safety warnings with every task. When the pressure is on to get equipment running, mistakes are more likely to happen. The possible reduction of safety hazards can alone be a large cost savings.
The level of detail of the corrective maintenance tasks can be written to the realignment of the equipment after the task. This will increase the probability that when the system is started back up the system will perform to specifications.
The final and probably most important benefit for the maintenance manager is the building of a corporate expert system. The building of an experienced and well-trained workforce is expensive. Corporate expert systems can build experience more quickly in new technicians than can the "school of hard knocks." Such learning from mistakes can be costly.
Corrective maintenance task generation can produce long-term cost reduction, especially when used to implement the results of an RCM or BPR analysis. The process can help move a maintenance department to the next level and better prepare for the future. Corrective maintenance task documentation can be used in any system in conjunction with any other continuous improvement plan. Most companies can perform this process improvement plan in some fashion, even if only on a periodic basis. In doing so, they will reap the benefits of years of tribal knowledge.
Article submitted by Robert Apelgren, Reliability Engineer.
Robert Apelgren is a Reliability Engineer. He received his BS in Industrial Technology from Roger Williams University and is currently working on an MBA at the University of Phoenix. He is a Certified Maintenance and Reliability Professional. He has 12 years of maintenance experience as a technician, supervisor, coordinator, consultant, and trainer.