These are often one-of-a-kind items and any damage caused by a handling mishap would have an extremely severe impact on program cost and schedule. This paper will describe the RCM analysis of a newly installed bridge crane at the LMSSC site in Sunnyvale, California and the resulting improvements to the preventative maintenance program for critical hardware cranes throughout the company.
Lockheed Martin hired a consultant in 2005 to assess the risks to personnel and products associated with critical crane lifts. The resulting report focused on three main areas for improvement; crane use practices, operator skills training and crane suitability and reliability.
The first two issues have been addressed by a restructuring of the LMSSC crane operator training program. Three levels of operator training have been created. A Level I operator can only lift non critical loads. A Level III operator is trained to be part of a team executing step by step written critical lift procedures led by a lift director.
A Crane Operations Review Team was formed to implement the consultant's recommendations. The CORT team evolved into a company wide Crane Risk Reduction Department dedicated to improving crane operations.
The study of the suitability and reliability of these cranes has focused on achieving consistent configuration control throughout the lifetime of each crane with proper design, maintenance and documentation. The CORT team developed a design standard for critical cranes that incorporates many enhanced safety features developed for the nuclear and aerospace industries.
Fail-safe and redundant components have been added to prevent dropping the load in a catastrophic failure in the load bearing systems. Each one of these added devices introduces the risk of downtime if they are not properly maintained. An analysis of the existing crane maintenance practices showed that these critical cranes were not maintained differently from non-critical cranes. The enhanced safety features and their control systems were not addressed in the generic PM checklist.
It was decided to take a recently installed crane with many of the features of the new design standard and perform a pilot study using the Reliability Centered Maintenance method to tailor a PM program specific to critical lift cranes.
The Crane RCM Program
Historically, the 120 critical cranes throughout the Space Systems Company developed their PM tasks via an evolution of experience with some inputs from the OEMs. However, management of the Crane Risk Reduction Department recognized a need to upgrade the crane design standard and also to initiate a formal process to revisit and upgrade the crane PM program.
The Classical RCM process had been previously used in a recent SSC project with a critical milling machine.
The RCM process was selected here based on the successful experience and results with that machine and other industrial applications.

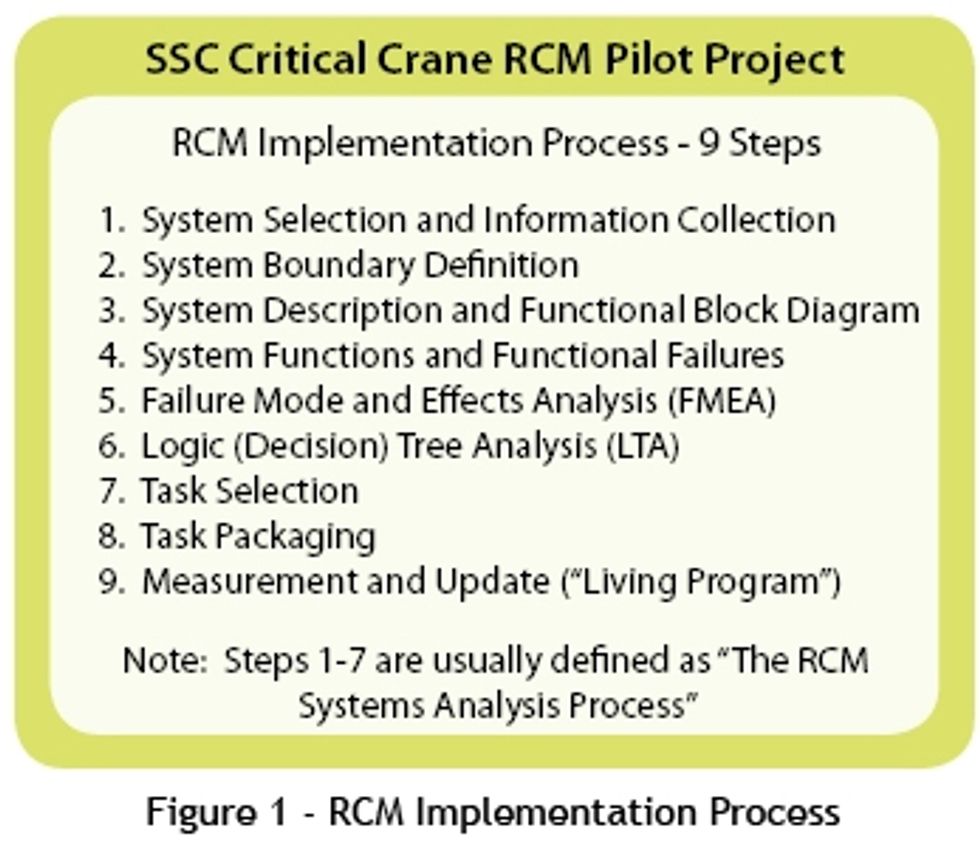
The Classical RCM process is so named because it follows and conforms to the original methodology developed for the 747-100 airplane. It is a 9-Step process (see Figure 1) where the four fundamental principles of RCM are addressed in Steps 4, 5, 6 and 7. A detailed discussion including a fully developed example and a review of seven actual case studies is given in Reference 1. This article reports on the results of Steps 1 to 7, the Systems Analysis portion of the process.
The contractor has achieved success with Classical RCM over the past 25 years by using a team approach to the analysis. Specifically these teams must be composed of craft technicians and engineering specialists who operate and perform the hands on maintenance of the selected equipment/systems plus a facilitator who is an expert in the application of the RCM methodology. This approach was followed here, and once again proved to be the right combination to produce a significant amount of new information to upgrade not only the PM program content, but also a series of new inputs to the design standard and operating procedures.

The analysis was done by dividing the Crane System into four Subsystems as shown in Figure 2. The lines between the subsystems indicate the functional in/out interfaces where the out interfaces define the Subsystem functions to be preserved (Step 4). A Failure Mode and Effects Analysis was then performed on the components in each Subsystem to pinpoint exactly what failure modes could potentially produce a Functional Failure (Step 5). Each failure mode was then put through the Logic (Decision) Tree Analysis (Step 6) to assign a specific level of criticality; including hidden if applicable.
Finally, critical failure modes were assigned applicable and effective PM tasks and non-critical failure modes were given a formal Sanity Check to evaluate whether they could be Run-To-Failure (Step 7). The results of this analysis are summarized in Figure 3, the Systems Analysis Profile.

The detail that was achieved by the team is reflected in the large number of individual components and the analyzed failure modes (45 and 137, respectively). It is especially important to note that 9 out of every 10 failure modes were critical from either a safety and/or outage point of view. Thus, a focused PM program becomes very necessary to mitigate safety risks and preserve the crane availability for use and reliability for actual operation.
Notice also that 1 in 6 failure modes are hidden from the operator and pose a special risk concern if not properly treated.
RCM Program Results
Figure 3 identified 168 PM Task Decisions and we will now discuss the specifics of those decisions. An important part of this discussion includes a comparison between the RCM-based PM tasks and the conventional (pre-RCM) tasks. Since the crane used in the Pilot study is a new installation, a formalized conventional PM program had not been specified. So the team, as a part of the pilot program, developed a "Straw Man" list of PM tasks. Basically, three of the most experienced technicians on the team took existing component level tasks that were already documented from current operations and applied their collective tribal knowledge to define the component Straw Man list.
This Straw Man represents the PM program that would have been used, absent RCM, and is thus a very reasonable set of data for the comparison.

Figure 4 shows the breakout at the failure mode level of the 168 decisions by PM task type, including RTF for the RCM results and none for the Straw Man (i.e. with the Straw Man, deliberate decisions were not made to exclude any PM action). The striking thing here is the number of active tasks for each profile is nearly identical (105 vs. 90). In fact, the total Time Directed tasks for each profile is identical at 85. From a PM Task Type point of view, the RCM analysis was moderately successful in introducing some Condition Directed Tasks (PdM) where none would have otherwise been specified, and did increase the Failure Finding Tasks by 50% since we knew from the analysis exactly where the most significant hidden failure modes were located.
However the really important benefits from the RCM process are revealed in Figure 5, the PM Task Similarity Profile. Here, we see five specific statements which characterize where similarities or differences exist between RCM and Straw Man PM tasks. Notice that from a decision point of view only 1 in 5 (20%) tasks were identical. By default another 1 in 4 (24%) appeared to be identical where RCM specified RTF and the Straw Man had no task defined, but this was only by luck in the case of the Straw Man profile.

The arrows in Figure 5 indicate the three areas where the beneficial impacts of the RCM process are most strongly felt:
1. 30 PM tasks (18%) were modified versions of the Straw Man tasks. Here the RCM analysis changed the task frequency (mostly by increasing the interval) or by increasing the basic scope of the Straw Man task.
2. 39 PM tasks (23%) were added by the RCM analysis where none existed in the Straw Man. This was made possible by the fact that we knew, at the failure mode level, where the critical failures could occur. The Straw Man never went to that level of definition.
3. Conversely, 25 PM tasks (15%) were designated RTF by the RCM analysis where the Straw Man would have spent resources to do a task. Again, we knew where the non-critical failure modes resided and could thus specify RTF without any risk. Overall, the RCM recommendation changed the Straw Man plan by 56%.
Lessons Learned
This study provided many opportunities for improvements to LMSSC's crane maintenance program and critical crane design standards. We were able to use information from the study to eliminate unnecessary, intrusive maintenance tasks and add tasks which specifically addressed the enhanced safety systems of our critical cranes. This will provide a more focused approach to maintenance and make better use of the time spent by the maintenance staff.
The "Items of Interest (IOI)" feature of the RCM software was a very valuable tool. It enabled the team to document points brought up in the course of discussion that were not directly related to maintenance issues. We have taken these lessons learned and applied them to our critical crane design standard. Design changes will make new cranes easier to operate, service and maintain.
For example, the detailed analysis of the hydraulic emergency drum brake system sparked discussion that has led to design changes that will greatly reduce the chance of clean room contamination and still prevent a load free fall.
Another IOI indicated a need to establish crane maintenance metrics so that trends can be properly measured and evaluated. Other IOI's showed the discrepancy between what was wanted for this crane and what was actually provided. This has led to better clarification of the details in the design standard and improvements to the control systems and operator interfaces. Many improvements to the Lockheed Martin Space Systems Company critical crane maintenance program and design standard were identified as a direct result of the Reliability Centered Maintenance study on this crane.

Where To Go From Here
Now that we have completed the Classical RCM Process for one of our critical cranes, developing a solid implementation plan becomes the center of our focus. The fact that our maintenance organization has experience with other projects is a significant benefit.
Move to CMMS
The first step is writing RCM maintenance tasks descriptions for this specific crane and then loading them into the CMMS. This requires sorting tasks by frequency and performing craft personnel in preparing necessary work orders. The process is made easier thanks to the flexibility of the software which automates this sorting. The second step is to create maintenance tasks for the remaining 120 critical cranes applying the RCM template. We are comfortable with this approach because our critical cranes' designs and features are very similar.
The significant differences are enhanced safety features such as drum over speed brakes and motor controls.
Maintenance Training
After many years of applying the same crane maintenance template to all systems, it's important to ensure that the maintenance team is properly introduced to RCM and is trained on all new PM tasks. We are planning a training session with crane maintenance crew members from both Sunnyvale and Denver. It will include an introduction to RCM and provide actual hands-on training while performing the new PM on the subject crane.
Maintenance Staffing
The RCM team was concerned that the RCM maintenance program might create the need for a significant increase in manpower.
When the team analyzed the differences between the current PMs and RCM PMs, considering the new tasks, deleted tasks and RTF decisions, they arrived at an estimated increase of one technician. Managers will be closely tracking actual hours for accurate manpower planning.
Items Of Interest (IOIs)
The team made excellent use of this part of the RCM process. Again, the software is designed to easily track each item. We will continue to maintain focus on these valuable observations especially when they affect design standards.
Article submitted by Terry Spychalski, Terry Finnegan, Mac Smith and Tim Allen