The following lists some of the ways poor inventory control can affect maintenance productivity:

Maintenance work should be planned. Part of the job plan for maintenance is the detailing of all the materials required to perform the work, insuring they were in stock and available before the work was scheduled.
The list in figure 8-1 includes common delays in finding or transporting spare parts. If the job is properly planned, these delays will be eliminated. But if maintenance is responsible for planning the work, what do they need from inventory and purchasing to be effective?
The following information is the minimum information required:

On-line or real-time parts information is necessary to plan maintenance activities. The planner must know when selecting parts for a job that they are in stock, out of stock, in transit, etc. The planner must have current information. If the work is planned based on information that is days, weeks or months old, when the craft technicians go to pick up the parts, they could experience all of the delays listed in figure 8-1.
If the information the planner has is current, he will then know what action can be taken. For example, the minimum parts information the planner needs includes:
- Part number
- Part description
- Quantity on-hand
- Location of part
- Quantity reserved for other work
- Quantity on order
- Substitute part number
There is other information that the planner could use, but the above list will assist in planning the majority of the jobs. However, if the above information is not accurate or unreliable, the planner will have to physically check the store each time work is planned. This time consuming activity will lengthen the time necessary to properly plan a job to the point where the planner will not be able to plan all of the work required.
It is necessary to provide a current hard copy listing of all the parts carried in the stores for maintenance. This is true even if the inventory system is computerized. The catalog allows all maintenance personnel access to the stores information.
This catalog is not used for planning, since the on-hand or order information would be dated. But the catalog allows maintenance personnel to know if parts are stock items or non-stock items. This can help expedite matter if a certain part is needed. It prevents the delay of having several people looking through the storeroom to find a part, if it isn't stocked. This situation occurs frequently during a breakdown or emergency type repair.
Providing maintenance stores catalogs at key locations can help eliminate some costly delays. Equipment "where used" listings are lists by equipment of all of the spare parts carried in the stores. This listing is important in several ways. First of all, it allows the planner quick access to the parts information during the planning process.
The planner will always know what piece of equipment the work is being performed on. The list allows a quick look-up of the part information. If the planner does not find the part on the list, it point out a possible need to add it to the list of spare parts, by requesting that stores now carry it in stock.
The second situation this list is important is during a breakdown or emergency situation. When a part is needed, a quick scan of the spare parts list could save time looking for the part.
It is imperative the planner have accurate on-hand information. If the inventory system says there are sufficient supplies of a part to do a job in the stores, the planner may send a craft technician to get them. When the technician discovers the parts are not there, the inventory system loses credibility.
This will impact the inventory systems usefulness to maintenance. If the planner or technician has to physically go to the store location and check each time a part is planned or requested, the maintenance department will experience a tremendous loss of productivity.
Projected delivery dates are important since no store will always have every part when it is requested. Knowing when the part will be delivered allows the planner to schedule the work based on that date. This highlights the need for the delivery performance of the vendors to be good as well.
There would be another loss of maintenance productivity if a job was scheduled for a certain week, only to find that when the job was started, the parts never were delivered as promised. Until know the points discussed have been the minimum requirements for a maintenance inventory system.
The following figure lists other points for consideration that raise the level of the inventory system so it can enhance the productivity of the maintenance department:

For example, the first point on tracking balances for issues reserves and returns. Returns in a production inventory system indicate how many items have been returned to the vendor for some reason. In a maintenance inventory system returns indicates how many parts have been planned for a job, issued to a work order, were not needed and so were returned to the stores for credit. This indicator becomes a measure of the planner's performance. This is important since, if a planner always planned too many parts for each job, then the inventory stock level would be higher than required. This ties up unnecessary capital in spares when the company could put it to use elsewhere in the business.
In many companies, asset tracking or movement of rebuildable spares is important. Point 3 in figure 8-3 shows that this information should be tracked through the stores information system. This information is used for accounting purposes and also repair history to make repair/replace decisions. Maintenance gains very little from this information, unfortunately many companies require this information, so tracking it through the inventory information is the easiest way to do this. Also since stores personnel maintain the parts in storage; it is easier to let them control the spares, provided maintenance can get access to the information when necessary.
Item 6 in figure 8-3 is also important to the planners. In many cases planners order a part for a job, holding the job till the parts come in. Since they may plan 20 or more work orders per day, after several weeks, they may have dozens of work orders, waiting on parts. It is important to have a method of notifying them when the parts are received and what work order they were reserved for. This may seem like a small detail, but can literally save hours of work on the part of the planner.
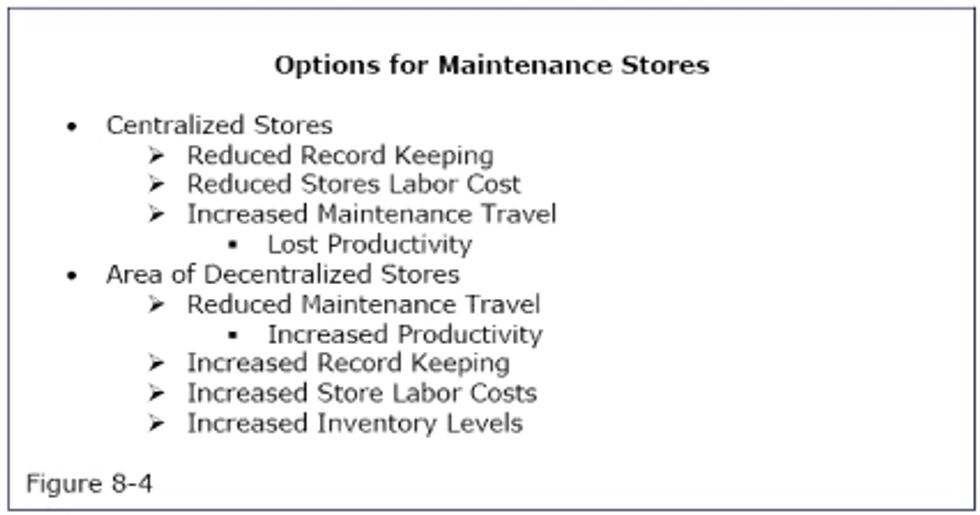
The last item in figure 8-3 is also important. As with any other part of the organization, stores and purchasing should be monitored for performance. The indicators mentioned are useful to track performance levels for the stores and purchasing groups. Poor performance by these two groups will have a dramatic impact on the maintenance organization. It is good to copy maintenance managers on any inventory and purchasing reports. The maintenance manager then has reference to this information for comparison with maintenance performance. Any conflicts between the two groups can then be discussed and remedied Organizing Maintenance Stores Maintenance stores locations are also critical to the productivity of the maintenance personnel. The following lists the two types of maintenance stores options:

As can be seen these are similar to the maintenance organizational structures. In fact, most companies that have area maintenance organizations will have area stores locations. This increases the maintenance productivity by eliminating travel time to get spare parts. However, it is not necessary to have a maintenance stores location at each maintenance area shop. It is possible to locate a stores location between several maintenance areas and still have acceptable travel time to get spare parts. Centralized stores are good for central maintenance organizations. There should be no unnecessary delays in the maintenance technicians obtaining their spare parts. It should be noted that if a central stores location is used, it should be staffed correctly so as not to create delays for people trying to get material out of the stores.
Types of Maintenance Spares
Maintenance has many different types of spares that need to be tracked through the inventory function. The lists of some of the most common categories are found in the following figure:

Examining these categories will help maintenance managers insure that correct controls are placed on the more important items, while those with less importance have less controls. Bin stock items are materials that have little individual value with high volume usage. The examples might be small bolts, nuts, washers, cotter pins, etc. These items are usually placed in an open issue area. Their usage is not tracked to individual work orders as are larger items. The best way to maintain the free issue items is the two bin method. The items are kept in an open carousel bin where the craft technicians can get what they need when they need it. When the bin becomes empty, the store clerk puts the new box in the bin, and orders two more boxes. By the time the bin is emptied, the boxes are delivered and the cycle starts over again. Bin stock controlled issue items are similar to the free issue items, except their access is limited. The stores clerk will hand the items out, while still not requiring a requisition or work order number for the item. The stock levels should be maintained similarly to the free issue stock levels using the two box method.
Critical or insurance spares are those items that may not have much usage, but due to order, manufacture, and delivery times must be kept in stock in case they are needed. The factor that must also be included in the decision is the cost of lost production or amount of downtime that will be injured if the part is not stocked. If this cost is high, it will be better to stock the item than to risk the cost of a breakdown. Since the cost of these items is usually high on a per unit base, it is important that they receive proper care while in storage. This means a heated, dry, weather-proof storage area. If the spare remains in storage for 6 months, a year, or longer, good storage conditions will prevent its deterioration. Rebuildable spares would include items like pumps, motors, gearcases, or other items that the repair cost (materials and labor) is less than the cost to rebuild it. Depending on the size of the organization, the spare may be repaired by maintenance technicians, departmental shop personnel, or sent outside the company to a repair shop. These items are also generally high dollar spares and must be kept in good environmental conditions. Their usage, similar to the critical spares must be closely monitored and tracked. Lost spares of this type can result in considerable financial loss.
Consumables are items that are taken from the stores and used up or thrown away after a time period. These items might include flashlight batteries, soap, oils, greases, etc. There usage is tracked and charged to a work order number or accounting code. Historical records may be studied and charted to determine the correct levels of stock to carry for each item. If problems develop with the stock level, the inventory level can be adjusted on a periodic basis.
In some companies, tools and equipment are kept in the stores location or in a tool crib and issued like inventory items. The difference being, the tools are brought back when the job is finished. The tool tracking system will track the tools location, who has it, what job it is being used on and the date returned. This type of system is used only to track tools with a specifically high value or where there are only a relative few in the entire company. This system should not be used to track ordinary hand tools.
When maintenance is involved in construction or outside contractors are doing construction work in the plant, there are generally surplus or residual materials left over. Since there is no place else to put them, they end up in the maintenance stores. These residual or surplus items can become a problem in the stores. If the parts are not going to be used again in the short term (1-6 months) they should be returned to the vendor for credit. If they are going to be used, or are critical spares, they should be assigned a stock number and properly stored. A word of caution for these items is in order. Storing the items to have them just in case is expensive. If the store room becomes a junkyard, it is costing the company money that most employees do not realize. We will examine the costs in a later section. Over a period of time, all stores accumulate scrap or other useless spare parts. At least once per year the stocking policies should be reviewed. If there are scrap items, get rid of them. One manager had an interesting method he used to clean out a stores location that was turn over to him. Himself, a supervisor, a planner and a craft technician went through the store and identified every item they could. The rest of the items were piled outside the storeroom with a sign saying "If you recognize any of these parts, put an identification tag on them". After two weeks of people identifying parts, anything left over was scrapped.
Whether managers realize it or not, it is costly to keep spares. Another method of classifying spares is the A-B-C analysis. The outline of the system is pictured in the following figure:
"A" items are high dollar, "insurance" type items that must be in stock. It is good to have strict inventory policies on the use and movement of these items. Since there are relatively few "A" items, controlling these inventory items is not difficult. "B" items are more numerous than "A" items, but not as costly. These items also should be controlled in a strict tracking method. By controlling the "A" and "B" items, you are controlling only about 50% of the total inventory items; but about 95% of the inventory costs. The "C" items are the open bin issue items, where they make up about 50% of the total number of the items, but only about 5% of the cost. It is a waste of time and energy to try to control the "C" items at the level you do the "A" and "B" items. The monetary return will not justify the necessary labor to process the paperwork.
One additional note on maintenance storerooms; there is a philosophy that all maintenance stores should be open. This philosophy is incorrect. As shown in the preceding information, it is important to have accurate and timely inventory information. There must be controls placed on movement of certain maintenance spares. An open store, no monitoring of the individuals having access to the stores eliminates any controls. Parts can be used without anyone knowing where they went. Someone may move them within the stores and no one else will know where they are. This type of system is expensive and will not allow a maintenance organization to effectively use their materials. A closed store (for at least the "A" and "B" items) is critical to successfully improving maintenance stores.
The cost of maintenance inventories has been mentioned previously, but the following figure lists some of the common hidden costs for inventory:

The total cost for carrying an item in stores may be as high as 30 - 40% of the value of the item per year. For someone with an inventory of 10 million dollars, to think that 3 or 4 million dollars are required each year to maintain that inventory is staggering. Figure 8-6 is the critical reason why it is so important to carry only as much of each item as is really required. Anything over that amount is waste that is deducted directly from the corporate bottom line. Inventory control is critical and should not be overlooked in any effort to improve a maintenance organization.
Cost Savings Considerations
Since the costs of inventories are so high, what other efforts can be made to curb or control these costs? The following figure highlights some areas where savings have been realized in many companies:

Standardization of equipment, supplies and suppliers have proven to be large sources of savings for organizations. For example, standardizing equipment can help reduce inventory. Imagine a plant with 15 presses. If each press was made by a different manufacturer, how many of the parts would be interchangeable? Few, if any would be the answer. What does this do to the inventory? There would have to be 15 sets of spares for each of the presses. Imagine the total cost for the inventory for such an arrangement. But what if the 15 presses were from the same manufacturer? How many of the spare parts would be interchangeable? Probably quite a few. What does this do to the inventory? Instead of 15 sets of spares, there may only be 5 sets. The odds of more than 5 of the presses needing the same part at the same time would be very small. Think of the savings in carrying costs alone for 10 sets of spares. Multiply this number times the number of different types of multiple equipment items in the plant and it can quickly add up to a very large amount.
What about maintenance supplies or suppliers? There have been studies conducted where consolidating supplies and suppliers have saved large percentages of the total inventory costs. This is one area where we can learn from the Best Practice Companies. They keep the number of suppliers low and receive better prices and service. The suppliers receive more business. The simplification of these relationships helps all involved. It is virtually an untouched area in many industries. Reduction of obsolete, spoiled or vanished parts is accomplished through better inventory controls and closed storerooms, as mentioned earlier. However, these points cannot be overemphasized. There is a large savings that can be made from inventory controls and at the same time improve the service maintenance receives from the inventory and purchasing function.
Maintenance Controls
Unfortunately there are many organizations where maintenance and stores/purchasing do not cooperate. In fact only 50% of the organizations polled in a survey allowed maintenance any controls over their inventory. This is alarming since maintenance is responsible for budgeting for repair materials. It is being responsible for something you can't control. If they cannot have these controls, don't make maintenance responsible for controlling any costs, because they will not be able to do it. Unfortunately many organizations are controlled by internal politics. Maintenance usually loses in this type of environment. Inventory and purchasing often influence upper management to a point that negates the effectiveness of the maintenance organization.
It should be remembered that the maintenance function serves the company owners or shareholders. The inventory and purchasing functions provide a service to the maintenance function. When this is pushed aside or overlooked, the entire organization suffers and many times maintenance organizations get the blame, when it does not have control. If the organization places emphasis in the right areas, allowing maintenance to control its own resources, they can become a profit center, enhancing the corporate profitability.









{kind=link}