The ability to recognize a characteristic spectrum pattern allows the vibration analyst to identify what is happening and the effect on a particular machine. The same may be said of failure mode identification. It is a process of comparing surface features of broken parts to characteristic surface features of known failure modes. This comparative analysis enables identification of the physical failure mode.
Whether or not a full blown root cause failure analysis or basic component analysis is done, correct identification of failure modes is essential.
Types of Fractures
Fractures are described in one of three ways: ductile overload, brittle overload and fatigue. Each type of fracture has distinct characteristics that allow identification.
Ductile Overload Fracture occurs as force is applied to a part causing permanent distortion and subsequent fracture. As excessive force is applied to the part, it bends or stretches. As more force is applied, it finally breaks.
Ductile fractures are easy to recognize because the parts are distorted. The fracture surface typically has a dull and fibrous surface. Figure 1 shows a classic example of a tensile ductile failure. The narrowing or "necking" indicates there has been extensive stretching of the metal. The part has a "cup and cone" surface; the sides have roughly a 45° angle.

Figure 1: Ductile Fracture with characteristic distortion and shear lip
Because ductile overload cracks start differently at the molecular level than brittle fractures, they frequently have a 45° shear lip. The presence of a shear lip is another clue the fracture was ductile.
Ductile failure is useful in many situations where bending or distortion absorbs energy. Steel highway guard rails are designed to distort and absorb energy before fracture, gradually slowing the vehicle. A part that bends gives the operator an unmistakable warning something is wrong.
Brittle Overload Fracture occurs when there is little or no distortion of the part before it breaks. The file pieces in Figure 2 could be put back together in perfect alignment.

Figure 2: Brittle Fracture
Brittle fracture results from the application of excessive force to a part that does not have the ability to deform plastically before breaking. When a brittle fracture occurs, there is little warning. A high strength bolt breaks suddenly, a glass shatters when it hits the floor, or a cast iron bracket breaks without noticeable bending are examples of brittle fractures.
Brittle fractures frequently have chevron marks pointing to the origin of the fracture, shown in Figure 3. The one on the left is like the name implies, a series of chevrons. The chevron tips point to the origin of the fracture. The chevron marks on the right are fan shaped ridges radiating from the origin.

Figure 3: Brittle Fracture Types
The brittle fracture in Figure 4 occurred when a drive shaft suddenly stopped. The universal joint fractured, creating the tell-tale chevron marks of a brittle fracture.

Figure 4: Brittle fracture of a universal joint with chevron marks pointing to the origin
Fatigue Fractures are the most common type of fracture. About half of all fractures are fatigue fractures. They are usually the most serious type of failure because they can occur in service without overloads and under normal operating conditions. Fatigue fractures frequently occur without warning.
Fatigue fractures occur under repeated or fluctuating stresses. The maximum stress in a part is less than the yield strength of the material. Fatigue fractures begin as a microscopic crack or cracks that grow as force is applied repeatedly to a part.
Fatigue fractures have several distinct characteristics that make them easy to identify. Several distinctive features of a typical fatigue fracture are shown in Figure 5: an origin where a crack started, a fatigue zone and an instantaneous zone. This fatigue fracture started at the keyway and progressed across the shaft (the fatigue zone) until material remaining was no longer strong enough to support the load and it finally broke (the instantaneous zone).The fatigue zone is unique to fatigue fractures because it is the region where the crack has grown from the origin to the instantaneous zone. It may take millions or billions of cycles for the crack to travel across this zone. When the load is high, the number of required cycles for the part to finally break is low; but if the load is low, the number of cycles necessary for fracture is much higher.

Figure 5: Features of a typical fatigue fracture: origin, fatigue zone, progression lines and instantaneous zone.
The presence of progression lines in the fatigue zone is a positive way to identify fatigue fractures. Progression lines also have been called stop marks, arrest marks and beach marks, all in an effort to describe their appearance. Progression lines are visible ridges or lines that are typical of crack progression across a ductile material. Each mark or line is created when the crack stops. They can be formed by corrosion, changes in load magnitude, or loading frequency.
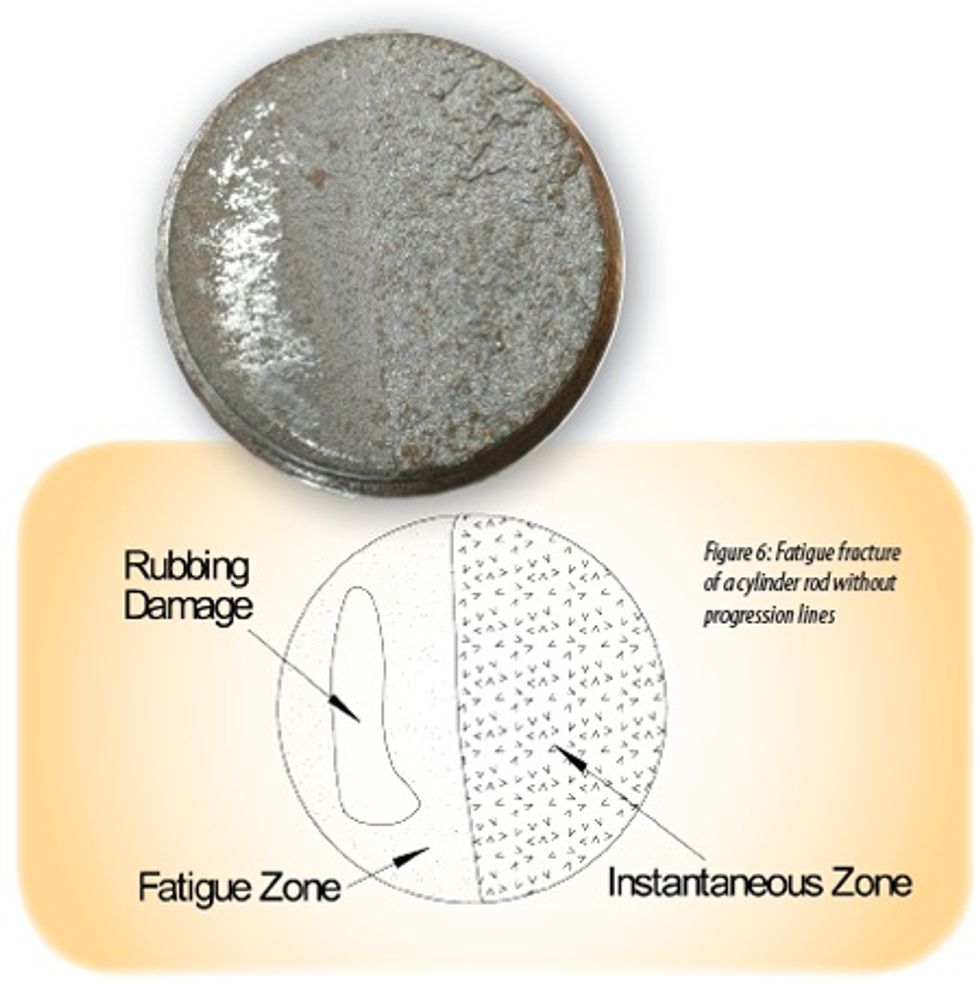
Sometimes progression lines are not visible. If the load doesn't change or the metal has very fine grains, they won't be visible. The fatigue zone will have a uniform fine grained texture like the tension failure of the cylinder rod in Figure 6. The instantaneous zone has a coarse grained or rock candy texture.

Figure 6: Fatigue fracture of a cylinder rod without progression lines
There may be some deformation of ductile materials as the final fracture occurs. The final fracture zone is essentially an overload fracture. If the material is ductile, deformation may occur. Brittle materials should not have any gross deformation. Frequently, there is little or no deformation from the fracture, but the surfaces rub against each other and are damaged after the final fracture occurs at the instantaneous zone.
Fatigue fractures don't require high stress, so there is usually very little deformation. It is often possible to fit the parts back together in good alignment like the journal in Figure 7. Remember that putting the parts back together damages the microscopic features of the fracture faces.

Figure 7: This journal fatigue fracture could be fit back together after it fractured.
Stress Concentrations and Ratchet Marks
Every fatigue crack will have at least one and frequently more origins where the crack starts. Initiation of a crack occurs because there is a small region where the stress is higher. Higher stress regions may be caused by change in geometry of the part, such as a keyway, change in diameter, holes, corrosion pit, or metallurgical flaw.
Stress concentrations have two important characteristics. First is the severity. Sudden changes in shape, like a keyway, sharp corner, or corrosion pit, will cause a large stress increase in a very small area. Conversely, a smooth, largeradius will cause a much smaller stress increase and the part does not fail.
Second, the number of stress concentrations provides multiple locations (origins) for fatigue cracks to start. Multiple stress concentrations are frequently caused by corrosion, rough finish, or welding.
Ratchet marks are formed when multiple fatigue origins are near each other. A crack starts at each origin. As cracks meet, a ridge or step is formed, creating the ratchet mark. Eventually, the cracks merge into one fracture and a single progression line continues across the part. Ratchet marks are not origins, but rather the location where cracks meet.
A large number of ratchet marks indicates an excessive number of stress concentrations on the surface and/or extremely high stress. When either or both of these conditions occur, the number of ratchet marks is greater than if there were fewer stress concentrations or lower force/stress.
The shaft in Figure 8 was welded around the circumference, creating multiple stress concentrations. Multiple fatigue cracks started around the circumference and progressed toward the center. The instantaneous zone is small, indicating the load on the shaft was small.

Figure 8: A fatigue fracture with multiple origins and ratchet marks
Types of Force and Fracture
Figure 9 shows the five types of forces that may be applied to a part:

Figure 9: Five types of forces that may be applied to a part
Tension occurs when a part is pulled at opposite ends. A bolt is a good example.
Torsion is caused by twisting the ends of a part. Torsion occurs in pump and motor shafts.
Bending occurs when one or both ends of a part are held and a force(s) is applied at a point(s) along its length. Belt tension or misalignment causes bending.
Shear occurs when two closely spaced opposing forces are applied across a part. It often occurs in bolts and pins.
Compression occurs when a part is pushed on both ends.
These forces may be combined in countless ways, but the direction of the fracture will tell which one or combination of these forces was present and what force was dominant.
Tension, bending and torsion are the most commonly encountered forces in failures. Pure shear, as shown in Figure 9, is less frequent and compression failures are rare.
We frequently discard broken parts before letting them tell us their history. An examination of broken and damaged parts will yield a wealth of information about their history. The parts will tell us if they were overloaded, exposed to corrosive materials, improperly designed, manufactured or assembled incorrectly, or installed improperly.
 Thomas Brown, P.E. is the principal engineer of Reliability Solutions headquartered in Duluth, MN. Tom uses his extensive experience to analyze machinery and component failures, provide vibration analysis, and essential reliability skills training.
Thomas Brown, P.E. is the principal engineer of Reliability Solutions headquartered in Duluth, MN. Tom uses his extensive experience to analyze machinery and component failures, provide vibration analysis, and essential reliability skills training.
http://www.reliabilitysolutions.us/
tom.brown@reliabilitysolutions.us
Read the follow up article: Failure Modes: A Closer Look at Ductile and Brittle Overload Fractures










 Thomas Brown, P.E. is the principal engineer of Reliability Solutions headquartered in Duluth, MN. Tom uses his extensive experience to analyze machinery and component failures, provide vibration analysis, and essential reliability skills training.
Thomas Brown, P.E. is the principal engineer of Reliability Solutions headquartered in Duluth, MN. Tom uses his extensive experience to analyze machinery and component failures, provide vibration analysis, and essential reliability skills training.