Defect elimination removes unplannable work.
- Terrence O’Hanlon
In aspiring toward operational excellence, a standard of using root cause analysis (RCA) has been established to deal with the what ifs
- Kiichiro Toyoda
In aspiring toward operational excellence, a standard of using root cause analysis (RCA) has been established to deal with the what ifs
- Keith Mobley
Defect elimination may be the most significant initiative within a maintenance reliability program. It may also provide the largest return on investment in terms of asset reliability and plant uptime. From a computerized maintenance management system (CMMS) perspective, defect elimination can be used to focus on recurring failures and significant events, and also to address potential failures.
What Is Defect Elimination?
Winston Ledet, a widely known consultant and instructor on proactive maintenance, refers to defects as: “Anything that erodes value, reduces production, compromises HSE (health, safety and environment), or creates waste.” A defect can lay hidden from view and may not become apparent until it causes a failure.
Defects can include leaks, looseness, vibration, excessive heat, missing or broken parts, wrong materials or parts, poor documentation and lack of precision maintenance. Defect elimination also can include the process of mistake proofing. Staff members should make a list of work-arounds currently in place, poorly written procedures and maintainability, safety and ergonomic issues. Studies have shown that up to 84 percent of equipment failures can be linked to human factors. Although bad in itself, this is something that can be corrected.
The 3 Main Causes of Equipment Failure
A defect can be introduced during the design phase, installation phase, or operational phase. Figure 1 shows the three main causes of equipment failure. What is significant is the 84 percent due to human factors. It is very important that the staff determines the true cause in order to prevent recurrence. Using a cause code hierarchy, the staff can drill down to the likely cause. Cause 1 may be entered by a maintenance technician, Cause 2 by the supervisor and Cause 3 by the reliability engineer.
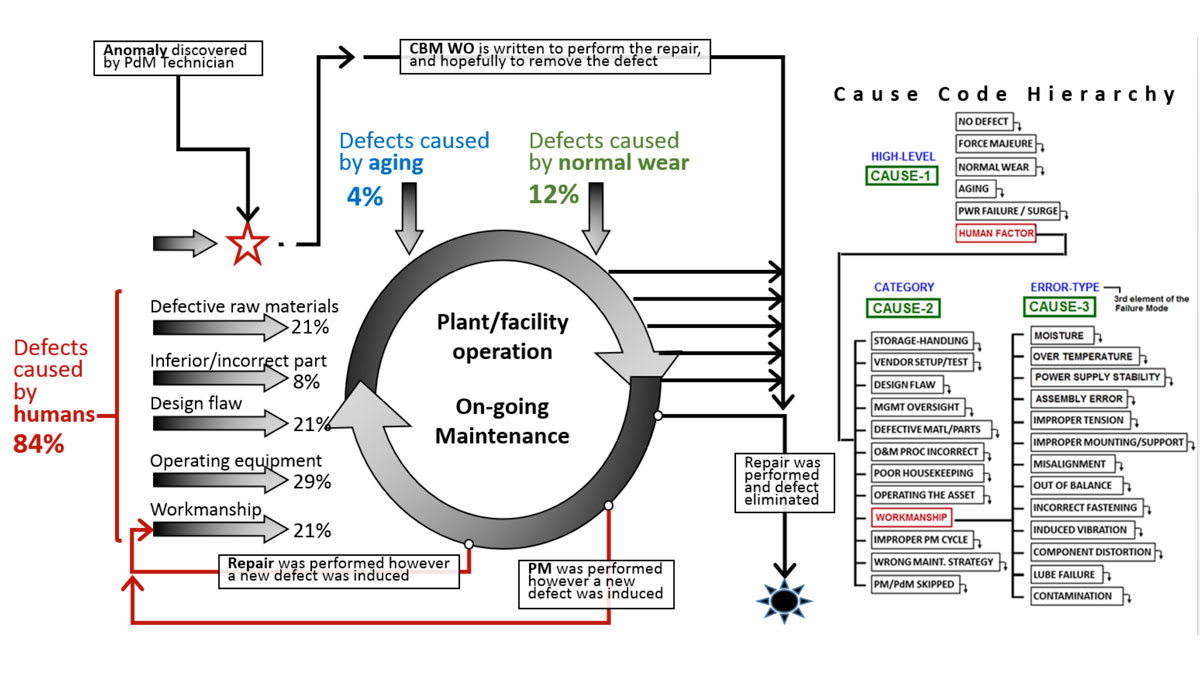 Figure 1: The world of defects
Figure 1: The world of defects
Is Anyone on Staff Actively Looking for Defects?
Probably not. If most maintenance activity includes scheduled preventive maintenance (PM) and predictive maintenance (PdM), along with repair work, where is the activity to find and remove defects?The maintenance staff and engineer will probably look at the just finished repair work, but not be concerned with all the possible defects in the plant. But what if they were? What if there were proactive efforts to find existing defects and eliminate them before they cause a real failure?If you stop a problem from occurring, you can save all the costs that would have resulted if the problem had gone through to completion. Maybe there would be value in involving all maintenance staff in identifying defects plant wide.
According to David Jonathan, CMRP, "(the) failure of assets is the consequence of unattended early defects."
Is This Just Another Management Initiative?
Defect elimination introduces a new way of thinking. Management should realize that this strategy will reduce work in the long run, as well as improve asset reliability. Many organizations are flat-out busy performing repair maintenance and are stuck in reactive maintenance. In addition, they may be overwhelmed with the amount of preventive maintenance tasks on top of day-to-day repair activities. With that background, many organizations will struggle to see a way out and certainly aren’t keen on another management directive that adds more chaos to their already busy routine. So, the question remains, exactly how will this program get implemented?
It’s Hard to Imagine Future Perfect
The average expected lifetime for most assets should be 25 to 50 years or longer with excellent asset care. With a failure mode based PM/PdM library in place, you can be assured you have the ideal maintenance tactics as determined by reliability-centered maintenance (RCM) analysis. Figure 2 illustrates what future perfect might look like. Some might call this the precision domain.
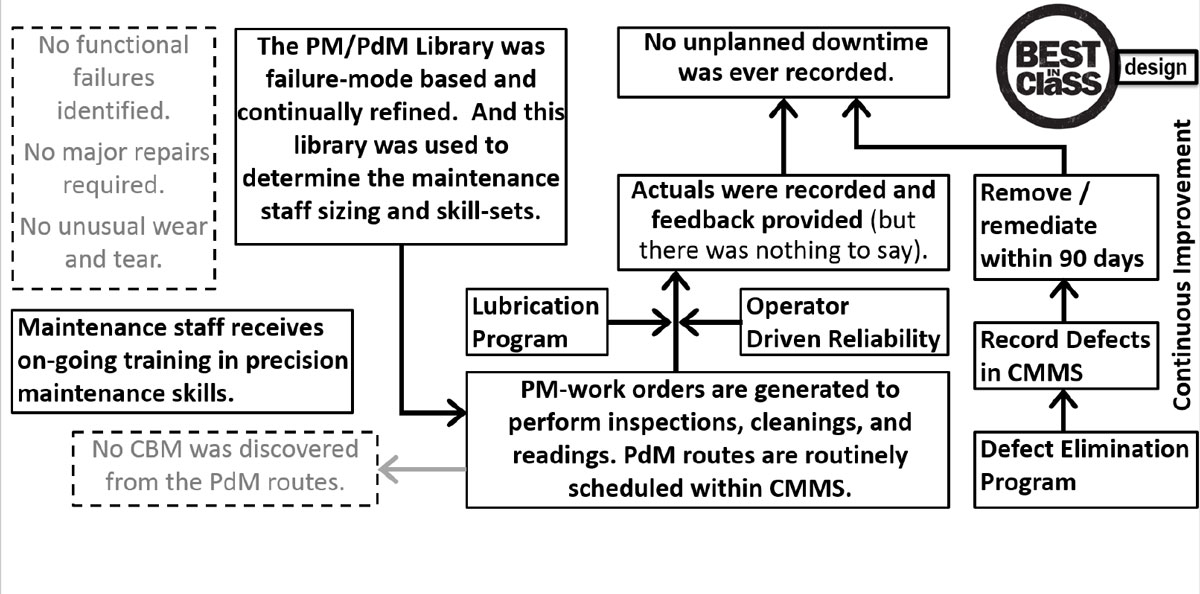 Figure 2: The perfect world
Figure 2: The perfect world
There Are 3 Possible Domains
From a maintenance management perspective, there are three possible domains: reactive, planned and precision (see Figure 3). But, few look past the planned domain, as they view anything else as impossible. With defect elimination, the goal is to first
eliminate work to make room for more value-added work.
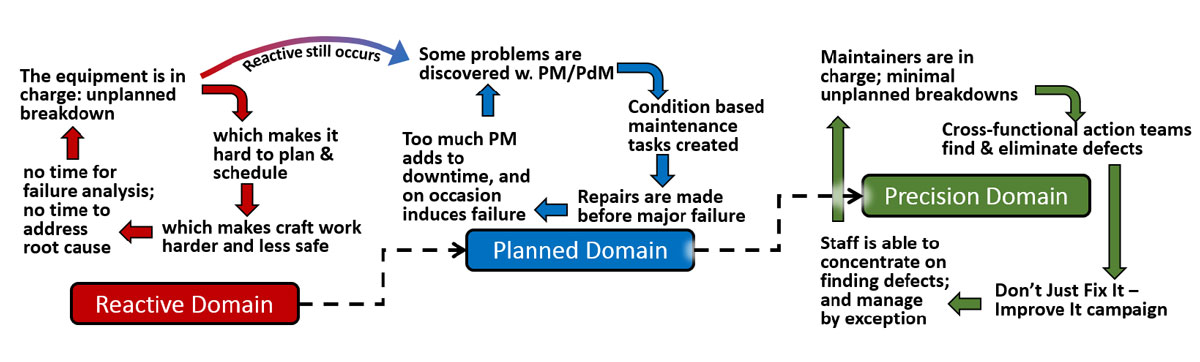 Figure 3: All three domains
Figure 3: All three domains
Many organizations simply don’t have enough time to perform all the planned/scheduled work. There are too many interruptions, as in reactive maintenance. This is called the reactive domain, where the equipment is in charge.
Well-meaning individuals will speak strongly about moving to better planning and scheduling. And out of frustration, management may reinstate the PM program with renewed emphasis and vigor. New scheduling software may even be purchased to improve planning and scheduling techniques. This strategy is called the planned domain. Unfortunately, there seems to be even more work than before and, worse yet, the maintenance staff is making decisions on their ownas to“what PM/PdM to cancel.” More often than not, they will fall back into the reactive domain. At least in the reactive domain, they could perform all the work (although at a higher cost).
The precision domain is future perfect. This occurs when the entire organization is involved in defect elimination. Operators have been trained to identify failure modes and maintenance technicians are skilled in precision maintenance. Cross-functional action teams eliminate defects on a daily basis. They feel empowered and are proud of their plant’s performance. The operations and maintenance (O&M) staff, with help from engineering, is now in charge of asset performance.
Using a Combination of Strategies
Figure 4 shows the results of a study performed by Winston Ledet and MIT Sloan School of Management Senior Lecturer Mark Paich. It singled out improved planning, scheduling, PM/PdM strategies and their benefits toward plant uptime. If you combine all three of these strategies, you can realize a 5.1 percent increase in uptime. But, the largest increase inuptime occurs when you optimize planning and scheduling, PM/PdM and defect elimination in concert.
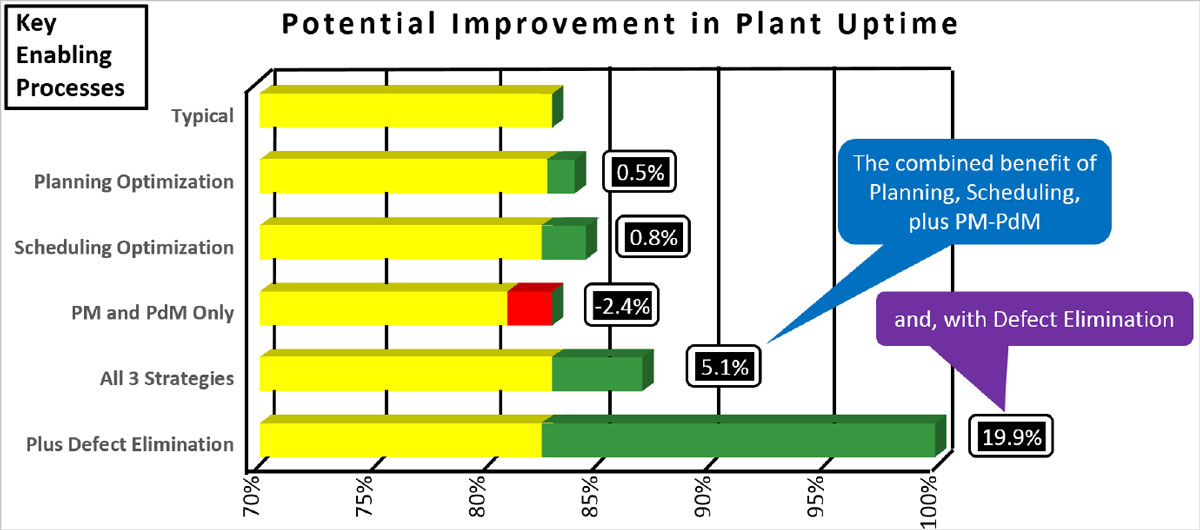 Figure 4: Potential improvement in plant uptime
Figure 4: Potential improvement in plant uptime
Traditional Maintenance Strategies Versus Defect Elimination
Traditional or western style management is: “If we could just have accurate failure data, the latest condition monitoring technology, the best CMMS software and proper staff training, we could improve uptime and reduce reactive
maintenance.”
Traditional Strategies
Improvement initiatives in the U.S. and Europe primarily focus on removing defects through better planning, scheduling, tradespeople skills and predictive technologies.
Specific techniques include:
- Improve master data;
- Emphasize PM program;
- Establish a PdM (condition based) program;
- Perform root cause analysis;
- Optimize planning efficiency and scheduling compliance.
Defect Elimination
As DuPont discovered, maintenance reliability could best be improved using a process of defect management. Japan achieved greater results by removing defects early in life or avoiding putting defects in the equipment in the first place, which, in turn, eliminated the work that came with these defects.
Per Winston Ledet, the primary focus of defect management is to eliminate the work (whereas the traditionalists try to optimize it).
Action Teams Are Needed
A cross-functional team might consist of O&M technicians, but may also include an HSE representative, warehouse coordinator, maintenance engineers, supervisors, inspectors, planners and schedulers, and a reliability engineer.
Requirements for Success
- Leadership needs to make sure the focus is on defect identification, detection and prevention, and that staff is allowed time to eliminate defects in action teams.
- Asset systems might be assigned to a system proprietor who is closely involved.
- The O&M staff should have training as to what a failure mode is.
- The reliability team should leverage failure data from the CMMS to identify worst offenders and begin focusing on these areas.
- Define the complete defect elimination process, including end of shift and weekly meetings.
- Identify the defect tracking screen. Prioritize these defects based on impact and those that could be eliminated in the next four hours. (Charge this time to overhead.)
- Once work is selected, then convert to a work order.
What Should the Action Team Look For?
Any equipment that is operated over time will accumulate defects through normal wear. Plus, there can be defects fromdesign, including ergonomic, safety, or maintainability issues. But sometimes, the O&M staff introduces defects. Reasons for this are:
- Operating equipment outside of allowed boundaries;
- Incorrect operational procedures or poorly written procedures;
- Lack of knowledge, as in precision maintenance;
- Failure to follow maintenance procedures;
- Incorrect maintenance procedures or poorly written work plans;
- PM/PdM strategy may be incorrect.
In addition, the action team should look for existing failure modes, such as loose gearbox bolts due to vibration. In other instances, they are looking for opportunities to mistake proof. And at the end of shift, the team should conduct a brainstorming session to discuss potential issues and get feedback from others.
Here is a list of mistake proofing:
- Identify potential safety and ergonomic issues.
- Clarify work instructions and present a checklist that requires the user to check the box using pen on paper or updating a mobile device.
- Improve work instructions to make them informative, consistent and concise. (Note: This is best done by involving the technicians in the feedback. If they won’t come to you, then the planner should schedule end of week sessions.) It should be possible to apply color-coding to hazardous job steps, with keywords in color, such as WARNING:.
- Ask if a step is serious enough to warrant job step sign off by a quality representative.
- Consider technology, such as an ultrasonic grease gun, which is designed to help lube technicians know when to stop adding grease.
The Defect Management Process
The assumption is that the action teams have been properly trained in defect elimination, such as with The Manufacturing Game®, an experiential learning simulation.
Once defects are discovered, team members would enter them in the CMMS using a special application called defect tracking. From this growing list, they would decide what is important. When a decision is made to act, an official work order record is made. These meetings might be held at end of shift each day and also in a weekly session. The time spent in meetings reviewing and discussing defects goes to a blanket work order.
Figure 5 is a slightly modified flowchart by George Mahoney, Reliability Excellence Lead at Merck pharmaceutical.
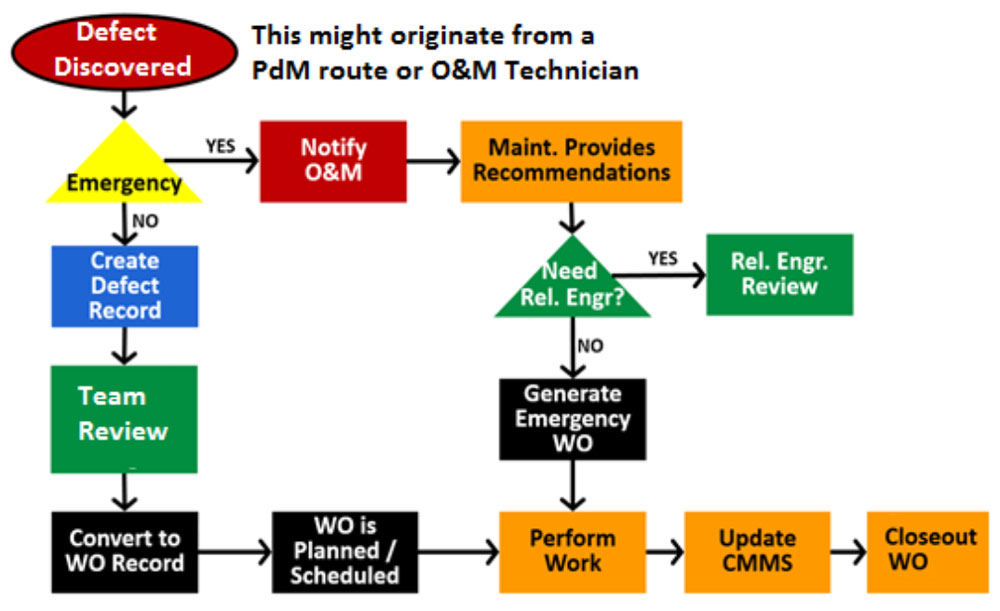 Figure 5: Possible flowchart for defect record processing
Figure 5: Possible flowchart for defect record processing
Set Up Defect Tracking Screen Inside the CMMS
Once the process is understood, the defect tracking screen can be incorporated (see Figure 6). All known defects would go here. Some/most would get converted to work orders.
 Figure 6: Example screenshot for defect tracking
Figure 6: Example screenshot for defect tracking
Be Sure to Eliminate the Defect
Standards promote consistency, which, in turn, provide a strong foundation. (
Note: Merely issuing a standard is not a final step. It must be issued and reinforced. Practicing the steps ensures continuous improvement.) As Henry Ford said, “If you think ‘standardization’ as the best you know today, but which is to be improved tomorrow – you get somewhere.”
Note: PdM technology does a good job of finding the defect, but it may not always focus on discovering the actual root cause, in which case, the defect will occur again.
Action Team Rules
The action teams select which defects they want to eliminate, regardless of criticality. However, management may apply some rules, such as:
- Any identified defects need to come through a cross-functional team and copied to system proprietor. The action team, however, will set priority.
- The defect must not violate any HSE policy.
- Once converted to a work order, the target completion should be within 90 days.
- If estimated costs requiring a purchase order exceed $5,000, then management approval is required.
Repeating Failures
The true root cause might have been misalignment; soft foot; pipe stress; lack of lubrication; improper lubrication; lubrication breakdown; undersized foundations; improper belt tension; over torqued electrical connections; dirt, dust, or moisture on connections; improper size wiring; improper torque; improper gaskets; improper design; poor start-up/shutdown; inadequate cleaning; or improper operation. If this root cause is not identified and eliminated, then the failure will likely repeat (Figure 7).
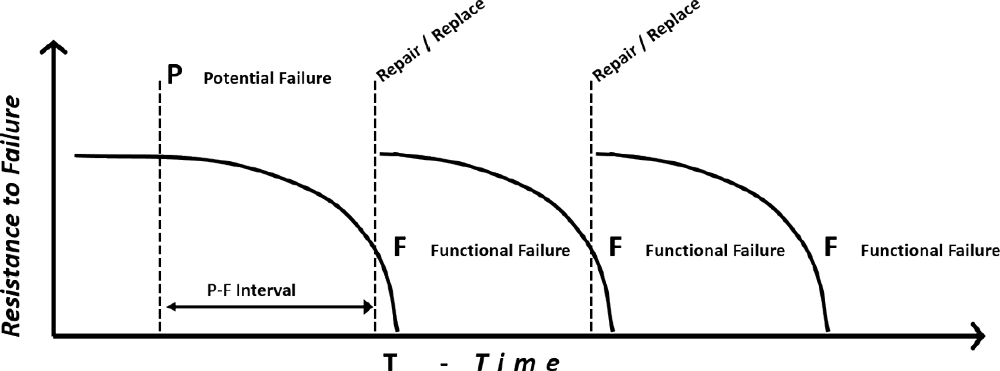 Figure 7: Repeating failure
Figure 7: Repeating failure
Steps to Initiate a Defect Elimination Program
Defect elimination, if successfully implemented, can result in a significant reduction in failures. This is achieved with: (a) staff training, (b) creation of cross-functional teams, and (c) operator involvement in basic PM (i.e., basic skill; no disassembly; no tools). The goal should be to engage the entire workforce in defect elimination by using action teams as a means of creating a culture that encourages equipment improvement as a normal part of the everyday job.
- Conduct defect elimination training for all maintenance staff.
- Create cross-functional action teams.
- Identify asset system proprietors. Have the reliability engineer walk down the system with the proprietor.
- Conduct operator training on failure mode identification.
- Conduct maintenance staff training on precision maintenance.
- Extract asset worst offenders from the CMMS using Pareto style failure analytics. Use this report to tell the staff where to focus.
- As a way to set the importance for this initiative, management might “turn off the CMMS,” except for emergency work and regulatory required PM tasks, and instruct the entire O&M staff to focus on defect identification and elimination. This interval might be for one week.
- Tracking results: Leadership should track plant availability, production improvement, ownership buy-in, and defects identified and eliminated monthly. Also, calculate and record avoidance cost.
- Create a defect elimination poster, as shown in Figure 8. The message of this poster should emphasize to employees to:
- Do everything possible to avoid defects from being introduced.
- Emphasize precision maintenance, pride in work and extending the life of assets.
- Enhance job planning, optimize procedures by adding clarity and use the right procedures with the right skills and the right materials with the right lubricants.
- Mistake proof systems and assets (e.g., poka-yoke).
- Schedule brainstorming sessions and use quality circles to solicit new ideas.
- Make sure proper evidence gathering is performed when repairing assets.
- Avoid operator misapplication of assets and ensure operating procedures are correct.
- Support management goals to promote staff education, for example, precision maintenance training and ability to recognize problems/hazards.
 Figure 8: An example of a defect elimination poster
Figure 8: An example of a defect elimination poster
Training Methods
Training teaches O&M staff members how to use their senses to examine plant equipment and identify when it is not running right. Training methods might include:
- Teaching in a classroom setting what to look for, as it is unlikely that all the staff has the relevant experience to identify failure modes.
- Performing detailed walk downs of the plant, system and area with a reliability expert to recognize defects, take pictures and utilize monitoring tools. Such monitoring tools may include:
- Automotive stethoscope to listen for noises;
- Handheld temperature probe;
- Laser thermometer to measure temperature;
- Vibration pen to monitor vibration.
- Utilizing inspection checklists to tell staff members where to look and what to look for.
Final Tips on Defect Elimination
To achieve world-class reliability, organizations should develop a defect elimination culture that relentlessly pursues and prevents the introduction of defects and errors at all stages of the equipment lifecycle.
Not everything can be fixed in 90 days. Sometimes, the CMMS needs to be improved with regard to failure data capture. Or, the engineering staff may benefit from outside assistance and knowledge transfer as to defect identification. The staff may even need more training on CMMS utilization or correcting missing master data.
These tips were extracted from Winston Ledet’s books on defect elimination:
- All maintenance staff should attend defect elimination workshops.
- Establish action teams with cross-functional representation, along with a system proprietor.You need corrective actions, not just recommendations.
- Capture successes and share and document findings in a continuous improvement forum.
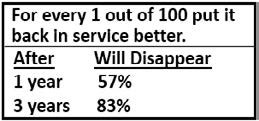
- Establish a goal for every one of 100 repair actions and create a work order titled, "Don't Just Fix It, ImproveIt."
Using automation tools within the CMMS, the administrator can make every 100th repair work order print out with a special header requesting improvement.
- If beneficial, make use of external change agents to transfer critical knowledge.
- Consider turning off the CMMS during the rollout of the defect elimination program.
- Utilize Pareto style outputs to identify worst offenders and drill down into failure modes to find the true cause. The failure analytic can sort out total downtime costs, as calculated by: Total Repair Costs + Lost Production Costs.
Lastly, create a mission statement:
"We will eliminate defects base maintenance on condition and maximize safety through reliability improvement."
And, follow that mission statement daily.