Many companies' maintenance departments throughout the world have undergone radical changes over the last ten years in how they perform maintenance on plant equipment. Increasing energy and raw material costs are forcing another round of creative measures to produce a reduction in overall operating costs while increasing the reliability and plant equipment availability just to remain competitive in the growing global economy. Many of these organizations jumped into implementing and using the latest maintenance technologies at enormous expense, all with a promised and expected immediate return on their investment. In many cases, those changes have not led to significant improvements and the technologies have not produced the benefits, despite the quality of the implemented technologies.
For decades, these same organizations have been bombarded with information and endless case studies of the benefits of implementing an effective lubrication program. The benefits associated with this program reach out wider than the equipment reliability, plant availability gains, and the reduction in operating costs in most industrialized plants. These gains can also increase the entire business effectiveness by improving risk-safety, environmental integrity, energy efficiency, product quality, and customer service to mention a few.
It appears that despite the efforts in awareness, many plants still ignore, disbelieve or just struggle to define and comprehend the requirements of a quality lubrication program. While the basis of an effective lubrication program is to provide; the right product, in the right location, in the right amount, at the right time, in the right condition and by the right person - there are many other factors required. To successfully implement these lubricant related activities within a plant, it requires that all of the lubricant related activities fit into and become a part of the work process. It cannot stand on its own as a separate or extra task, but must be fully integrated and be part of the work culture.
As with all effective maintenance programs, a review should be performed to understand and improve the effect of implementing, integrating and immersing these controlled activities within your facility. The four main categories that require review are:
Management and Work Culture - A successful maintenance program requires a management team and an organizational structure that, through good communication and informed knowledge, can provide effective maintenance decisions. Management must set forth a business plan that includes the organization's goals, objectives and expectations. By providing a clear understanding of all maintenance rolls and responsibilities, the individuals involved in the maintenance activities can be held accountable.
Maintenance Work Processes - The maintenance work processes must start by identifying the correct maintenance activities while providing a path to include work initiation, work execution and work completion. This workflow process must also include the integration of procurement and scheduling of parts that will be used in the maintenance activities.
People Skills and Human Resources - A well-trained work force is a prerequisite for any maintenance approach to be successful. The work culture, management and staff 'buy-in,' training requirements, and people skills are all critical for success.
Technologies - This category focuses on the tools required to support the staff. There have been significant advancements in the technologies that can help an organization meet its goal of keeping the plant commercially available. These can range from maintenance and diagnostic systems to information integration systems.
Lubrication Management
The Lubrication Program needs to begin in ensuring all equipment-specific information regarding the critical equipment; maintenance, procedures, and technologies that are presently in place are accurate and up-to-date. By evaluating these issues, timely and beneficial recommendations can be made which focus on elements essential for immediate benefits as well as targeting medium and long-term reliability goals for your lubrication program.
An effective lubrication program should produce significant benefits in plant reliability and equipment availability. Conducting an internal or external assessment of your existing lubrication program and comparing it to industry "Best Practices" will provide a needed gap analysis for identifying both strengths and weaknesses. Once identified, a focus on improvements can be made that yield optimal performance from your lubrication program. The areas for review in a Lubrication Program Assessment would be:
• Standards, Consolidation & Procurement
• Storage, Handling and Disposal
• Lubrication and Re-Lubrication Practices
• Contamination Control
• Sampling Methods and Collection
• Lubricant Analysis Program
• Safety Practices
• Procedures, Guidelines and Training
• Program Management
• Program Goals or Metrics
Although an assessment is a subjective process, the use of a visual graphic spider chart will provide a dynamic overview of the company's strengths and weakness in its existing lubrication program. A spider chart can quickly identify the current status for each section of a lubrication program, which will allow effort to be focused on weaknesses. By improving weaknesses quickly, the lubrication program will be strengthened quicker. Remember, you are only as strong as your weakest link.
Lubricant Selection
The first, and most important step, is selecting and using the correct equipment-specific lubricants. By simply selecting the proper lubricant, the life of both the equipment and lubricant will be extended, which should be a cornerstone goal of the lubrication program.
Many organizations think that the task of selecting the correct lubricant ends at either the directions outlined in the Original Equipment Manufacturers (OEM) manual or general recommendations from a lubricant supplier. This information is only the starting point and should be considered along with current operating conditions, the operating environment, equipment criticality, historical information, reliability requirements, and the chosen maintenance strategies (CM, PM, PdM, PaM, etc).
Manufacturers of rotating equipment utilize powerful computerized programs that optimize finite element analysis and logarithmic contact profiles to assist in the design of the equipment bearing rollers, roller raceways, gearing sets, etc. This is intended to improve the quality of the materials that, in turn, improves the operating efficiencies of the components.
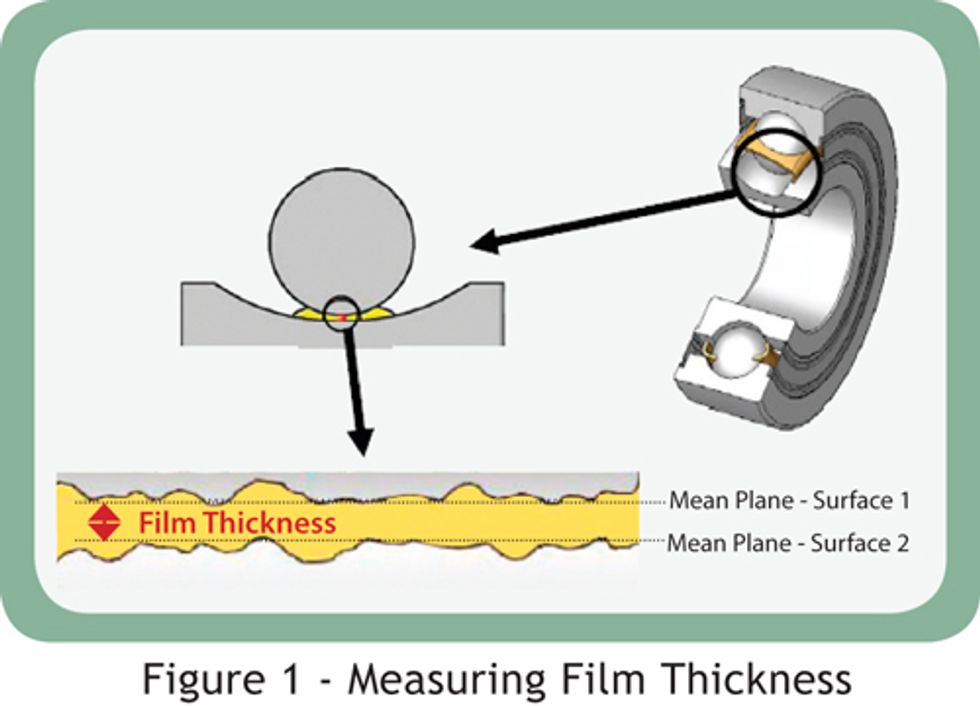
These elements or components move by sliding, rolling, approaching and receding or a combination of these actions and require a lubricant designed to avoid contact between the surfaces. The specific lubricant (viscosity, basestock and additive package) used will ultimately be based on the equipment design, the material, the surface finish, the geometry of the components and the operating conditions (i.e. load, speed, and temperature). To generalize based on the equipment design, the lubricant viscosity and additives must create an acceptable film thickness to maintain a separation of the moving elements (See Figure 1). If contact of the surfaces occurs, then high frictional forces will lead to high temperatures, lubricant degradation and unacceptable wear of the components.

The Original Equipment Manufacturers (OEM) plan the life expectancy of their equipment based on many of the areas or elements listed above. Since the average person or company operating the equipment does not typically have access to this design criterion, we must ensure that we follow and understand the lubricant requirements based on our equipment specific operating conditions, which are outlined in either the Operating and/or Maintenance Manuals. Equipment that is operating outside the average operating conditions outlined in these manuals will require active communication with the OEM's technical service engineers in order to achieve the expected reliability of the equipment at an acceptable operating cost.
Lubrication is an essential design principle of the equipment and is accentuated by modern machines that operate at higher speeds, under heavier loads and with closer mechanical tolerances.
Building the Foundation
An effectively installed Lubrication Program benefits most departments within a facility, including engineering, operations and maintenance. It manages the process of lubricant selection, assessment, procurement, storage, handling, monitoring, and disposal, to ensure the safe, reliable and economic operation of lubricated equipment. Identifying the equipment-specific lubricant requirements creates the foundation of this program. This includes OEM design features, operational parameters, maintenance activities or implemented modifications. This data is referred to as the "technical basis" for lubricant selection. Once collected, this data should be maintained within a controlled database (a Lube List) that provides a direct link between the equipment identification and justification for lubricant selection.
Experience has proven that many Computerized Maintenance Management Systems (CMMS) or Enterprise Asset Management Systems (EAMS) do not contain the actual or required detailed equipment information for obtaining this lubricant technical basis. Lack of information within these management databases appears to be due to various reasons, including the initial equipment data installation methodology, upgrades or changes in the software platforms and/or changes of the installed plant equipment. The most common reason identified is lack of manpower along with the associated costs of field verification. Field verification and recording of the installed equipment base and the actual environmental conditions in which the equipment operates is a necessary starting point for all lubrication programs. Figure 2 is an example of a basic walkdown form, which identifies the equipment, the operating conditions and the operating environment. This completed form should provide the necessary information required to review the OEM operating and maintenance manuals.

This walkdown information must include as much information as possible about the equipment, including its internal design, the system design, and the current operating and environmental conditions. Failure to gain full understanding of the equipment's operating needs and conditions undermines the program's effectiveness. The following sections highlight the most basic information that is required as a reference to determine the correct lubricant to be used, along with the information required to set equipment targets and limits.
Equipment Mission Criticality - Safety, environmental concerns, past historical problems, reliability as well as the cost of downtime and repairs must all be taken into consideration when determining the equipment to be included in the lubrication and analysis program. The equipment to be monitored, the frequency and the selections of all health monitoring tests should be determined by the above criteria.
Equipment Component and System Identification - Collecting, categorizing and evaluating all design and operating manuals including schematics is required to understand the complexity of modern equipment. OEM's assistance in identifying the original bearings, wear surfaces and component metallurgy will take the guess work out of selecting lubricants, setting targets and limits and will also assist in future troubleshooting. Equipment nameplate data with accurate model and serial numbers allows for quick and easy identification.
Operating Parameters - Equipment designs and operating manuals reflect the minimum requirements for operating their equipment. These include operating temperature, recommended lubricants, pressures, duty cycles and filtration to name a few. Operating outside the recommended values could require modifications and/or additions to the system to allow the component to run within an acceptable range.
Operating Equipment Evaluation - A visual inspection of the equipment is required to examine and record the equipment components used in the system including filtration, breathers, coolers, heaters etc. This inspection should also record all operating temperatures and pressures, duty cycle times, rotational direction and speeds, filter indicators etc. Temperature readings of the major components are also required. This information verifies that the OEM supplied equipment is still in operation and also reflects the current operating characteristics of the equipment.
Operating Environment - In most cases, hostile environments or environmental contamination are not taken into consideration when the OEM designs the operating parameters. Environmental conditions can influence the degradation of a lubricant, which eventually results in damage to the equipment. All environmental conditions such as mean temperature; humidity and all possible contaminants must be recorded.
Maintenance History - Past reliable history that relates to wear and lubrication related failures can assist in decisions pertaining to lubricant selection and frequency of application. It can also provide guidance when adjusting and tightening targets and limits. These targets should allow for early advanced warnings of historical problems and possible root cause detection.
By combining the information collected during the equipment walkdown with a practical understanding of the plant specific operating conditions, an evaluation can be conducted to determine if there are any items or conditions (i.e. wash downs, temperature changes, summer/winter temperature extremes) that should be taken into account when reviewing the OEM manuals. Figure 3 is an example of a plant that projected their typical summer operating temperatures based on the installed temperature regulating devices (air only). In their case, the OEM referenced the actual operating temperatures for the lubricant selection. Manufacturers tend to provide a reference to either an ambient temperature range or an actual operating temperature in the manuals as the reference for lubricant selection. Once evaluated, this information can also be used in determining some of the lubrication maintenance activities based on the typical life expectancy of the installed lubricant.

Manufacturer's Recommendations
In their operating or maintenance manuals, manufacturers may recommend lubricants by brand name or by specifying the lubricant characteristics required for a particular operating condition. Figure 4 is an example of a manufacturer that provides good detail of the equipment conditions, but little detail on the lubricant requirement itself. Using the information in Figure 4, we can determine that a parallel shaft unit at an operating speed of less than 250 RPM and operating within an ambient temperature range of 90° to 125°F (32° to 52°C) will require a lubricant that is an ISO VG 320 with a mild EP additive. This information and lubricant selection is based on this particular unit with these specific operating conditions. Please note: If identical units are used throughout the plant and they are either in an area that has a different ambient temperature range or are operating at different speeds, then these units could require different lubricants in order to meet and perform within the OEM specifications.

When an OEM suggests or recommends a specific lubricant, these lubricant specifications may become restrictive, or they may be very general, allowing considerable latitude. Regardless, at this point, we must start to research the OEM recommended and preferred oil producers. This product information is published in brochures, pamphlets, handbooks, or on the product container or packaging. Although the amount of information varies from each oil producer, it generally includes the intended use, the additives (AW, EP, R&O), oil type (i.e., paraffinic, naphthenic, synthetic, compounded), and some of the technical specifications or test results. Understanding and comparing lubricant qualities and the provided test results (i.e. Pour Point, "C - ASTM D 97 or 4 Ball EP Test - ASTM D 2783) can become very difficult without a prior knowledge of the test methods and the expected results. Figure 5 is a very basic lubricant comparison chart that can have specific test method results added to assist in the selection or substitution process.

Companies that have very specific lubricant requirements outside the typical OEM recommended lubricants (e.g., "Food Grade" applications), will have to proceed with extra caution when selecting or crossing a lubricant. The selection process must ensure that the lubricant not only meets or exceeds the physical, chemical and performance properties required by the equipment for reliable service, but also meets the food grade qualifications.
Armed with the equipment specific OEM advised lubricant, it does not mean that we have necessarily chosen the best lubricant for the application. This selection is just the starting point, as the final selection should include a process of past operating experience and the equipment criticality outlined within the facility's maintenance strategic objectives.
Operation and maintenance activities that have historically utilized a lubricant which provides acceptable equipment reliability within the desired operating costs could remain the lubricant of choice. However, to remain globally competitive, avenues for continued improvement should be explored. These improvements could be in the direction of:
• Advanced equipment protection
• Improvements in Worker Health and Safety
• Compliance with environmental regulations
• Lower yearly energy requirements
The next step requires an understanding that all effective maintenance and/or lubrication programs require plant equipment to be categorized into criticality levels. This strategy determines a numerical ranking of the plant assets (systems and equipment) according to their commercial availability, safety, environmental, cost and efficiency requirements. Reliability Centered Maintenance (RCM) is one method that is a conceptual exercise identifying the most effective and applicable maintenance tasks for each piece of equipment. A full classical RCM study involves an exhaustive investigation of all failure modes and their effects. This approach can be streamlined by investigating the common known failure modes and the effects analysis (FMEA), as well as determining effective and applicable maintenance tasks to address these conditions. Regardless of the method used, understanding and utilizing this ranking system should allow focus on selecting lubricants that provide:
• Cooler operation or lower operating temperatures (less heat from friction)
• Longer equipment and mechanical components life (due to lower friction and wear)
• Increased oil life (lower wear metals and reduced oil oxidation)
• Lower maintenance cost (fewer oil changes and disposal costs)
• Energy Savings (less energy lost to friction)
In many instances, these same lubricant requirements for critical equipment should be reviewed for the equipment deemed to be less critical and moved into the run-to-failure mode. An example would be a gearbox or reducer that, if filled with clean, dry high performance synthetic gear lubricant and then allowed, as per the maintenance strategy, to run-to-failure. This gearbox should provide an increased life expectancy coupled with a reduction in overall energy usage for a very small investment in the synthetic lubricant over a lower priced commodity gear lubricant.
Finally we move into the facility's consolidation of the lubricants. This definitely has advantages, including reduced inventories and reduced storage requirements due to the overlap of "like" lubricants. In too many cases, the sole criterion for consolidation is cost. Often times, decisions to take advantage of price breaks given for bulk purchases result in overlooking the technical requirements, quality implications, or the effects of interchangeability of lubricants. These all have a significant adverse effect on equipment reliability. Consolidation should be accomplished through the services of a lubricant specialist or a facility employee who has knowledge of the equipment's operating characteristics, the lubricating requirements, and has an ability to understand the lubricant producer's technical data sheets.
Lubrication Management
Equipment reliability requires that the selected lubricant meets and maintains specific physical, chemical and cleanliness requirements. A detailed trail of a lubricant is required which begins with the OEM (lubricant supplier) and ends after disposal. Sampling and testing of the lubricants is required to validate the condition of the lubricant through all these phases.
Lubricant Supplier - Quality control programs implemented by the lubricant manufacturer should be questioned and recorded when evaluating the supplier. Sampling and testing new lubricants before dispensing ensures that the vendor has supplied the correct lubricant.
Lubricant Storage - Correct labeling (including MSDS) must be clearly installed to ensure proper use of the enclosed contents. Proper stock rotation and storage methods must be taken into consideration to prevent the degradation of the physical, chemical and cleanliness requirements of the lubricant throughout the storage and dispensing phase.
Handling and Dispensing - Handling and dispensing methods must ensure that the health and the cleanliness of the lubricant meet the specifications required by the equipment. All opportunities for contamination must be eliminated. Pre-filtering of all lubricants must be performed to meet the specific equipment requirements. Information for all Preventive Maintenance activities involving oil drains, top ups, sweetening, flushing or reclaiming, should be recorded and forwarded to the individual responsible for the oil analysis program group in a timely manner. Record keeping of any activity involving lubricant consumption, lubricant replacement and/or lubricant top-ups performed must be implemented and maintained. Visual management techniques should be utilized to ensure the correct lubricant is being used for each lubrication point.
Oil Sampling Location(s) - A sampling location should be determined to allow for trouble-free, repetitive and representative sampling of the health of the equipment and the health of the lubricant. The sampling method should allow the equipment to be tested under its typical operating condition and allow a safe sampling procedure for the technician.
Tests - As a general rule, oil analysis encompasses four categories of tests: (1) Fluid physical properties, (2) Fluid chemical properties, (3) Fluid contamination, and (4) Machine health. A general routine group of tests does not necessarily take into consideration the machine specifics. Equipment specific testing will supply the required data to effectively monitor and trend the health of the lubricant and the equipment, while exception tests verify a root cause of change.
Targets and Alarms - OEM operating specifications or a recognized governing body can be used in setting the minimum alarms. These alarms must be set taking into consideration all of the above collected information. These settings must provide early detection of contaminants, the deterioration of the lubricant and the current equipment health. These achievable targets should be set to supply an early warning of any anomalies, which will allow corrective actions to be scheduled and performed with little or no effect to production schedules.
Waste Oil - Oil deemed unfit for equipment usage must be disposed of in the correct storage container for that type of lubricant and properly marked and labeled. The lubricant must then be classified for the proper type of disposal and removed from the property without delay. Long storage times allow for the introduction of contaminants (e.g. water) and other fluids, and could in some cases result in re-classification.
Database Development - A database should be developed to organize equipment information, the collected data and the equipment specific targets and alarms. This database must allow for smooth operation of data entry as well as have excellent capabilities for performing the analytical work. The end user must have control of the targets and limits in order to reflect the true equipment specific conditions within the plant.
Contractor Overhaul Templates - Components which are not overhauled in an in-house program should have a guideline or template of the overhaul procedures and required component replacement parts. These templates are a quality control measure to ensure the information in the audit database is kept up-to-date, but also to ensure compatibility of components and lubricants currently used.
The Lube List
After collecting, calculating, and evaluating the technical basis for lubricant selection, we need a controlled repository for this information. Microsoft Access and Excel are both flexible enough to accommodate this task, allowing custom fields and entry screens that can be accessed by all required plant personnel. While this Lube List doesn't have to be part of a work management system, an individual that is competent in lubrication management should control it.
At this point, the lubricant specifications are now based on equipment-specific requirements. These consist of the OEM recommendations, the actual environmental and operating conditions, historic and equipment criticality evaluations and an effective consolidation review. This information, the "Lube List", is stored in a controlled location. The final step is to create a document to define these lubricant specifications, the purchasing criteria, and the actual receipt of new lubricants to ensure the quality of the lubricant.
Training
Any high quality lubrication program requires individuals with world-class reliability skills. The operators and mechanics that are directly responsible for lubrication must be properly trained, and individuals that are indirectly involved in the lubrication program should also have at least a basic awareness of the program's goals, primary benefits, and its procedural requirements. In order for the organization as a whole to increase equipment reliability through lubrication excellence, it's vital that a lubrication skill development program be put in place to meet the needs of all individuals who have responsibility for lubrication tasks, or that may have input into the lube program.
Mechanics are most intimately familiar with the internal workings and condition of the plant's equipment, and they need sufficient technical knowledge about lubrication fundamentals to spot and accurately diagnose lubrication-induced abnormalities. These fundamentals also prove the importance of maintaining or restoring cleanliness during repairs and/or lubricant related activities.
Operators typically perform lubrication tasks and conduct inspections of equipment condition. This is a great opportunity to collect simple, inspection-based lubrication information. Beyond the level gauges, the operators should regularly inspect for filter and desiccant condition, evidence of water contamination, foaming and air entrainment, leaks, darkening of the oil, sludge, smoke or fumes exuded from vents, and a host of other easy-to observe conditions. These activities should be set up as a routine and controlled by the work management system to promote accountability and activity adherence. Operator Driven Reliability (ODR) lubrication training should be provided to ensure competency in performing these functions.
Measuring The Program
The establishment of meaningful goals and metrics remains a key element to implementing or improving your lubrication program. The maturity of the program will determine which key performance indicators should be used to move the lubrication program towards lubrication excellence by meeting or exceeding lubrication industry best practices.
The Lubrication Assessment process will assist in identifying the current status of the program, but a focus and vision of your organizations specific goals will ultimately direct the development of the key indicators. These indicators should steer the lubrication program to meet the overall operating and maintenance requirements of the facility.
The primary goal during the early development of the lubrication program is the identification of overall program needs and the development of roles and responsibilities. As the lubrication program matures, the focus of the lubrication program goals and metrics should move from the development process to more proactive measurements. These might include refining lubrication limits and alarm levels, determining root causes of lubricant-related equipment failures, extending or eliminating lubrication PM tasks, improving the lubrication consolation process and reducing oil consumption. The following is a simplified list of potential key indicators that could be used as the lubrication program matures:
Reduce Lubricant Costs - In a lubrication optimization program, the goal is to minimize the purchase of new lubricants through the consolidation of products, the elimination of time-based oil changes, and to minimize waste and leakage. When properly done, all of these measures should have a measurable effect on the dollars being spent annually on lubricants.
Improve Compliance to Scheduled Lubrication PM Tasks - All lubrication tasks need to be scheduled activities - from the daily level checks, sampling for oil analysis, regreasing, top-ups, and scheduled oil changes. Measuring the percent conformance of PM's that were scheduled and completed, to that of PM tasks that were not completed within the required parameters (time, date, frequency, etc) allows for a quick and accurate view of PM compliance.
Adjust or Redefine Analysis Alert or Alarm Limits - Initial temperature, pressure and oil analysis alarms must be reviewed to ensure that the original target values are correct and that they appropriately reflect the equipment-specific operating condition of the equipment components. This is often accomplished by incorporating feedback from the maintenance activities and using lessons learned resulting from root cause analyses of failed components.
Improve Equipment Reliability - Performance indicators that relate to equipment reliability and availability remain significant to the effectiveness of the lubrication program. The goal is to minimize or reduce the number of lubrication-related equipment failures or significant events, but this remains difficult to determine if the actual root cause of an anomaly is not correctly identified.
Improve Oil Cleanliness Levels - It has been well documented that by improving the cleanliness levels of a lubricant, it will have a direct effect on the life of the component. Improvement in handling, storage, dispensing and filtration methods will assist in reducing the acceptable cleanliness levels, which will result in improved equipment reliability with the associated reduction in maintenance costs.
Tracking and Trending Lubricant Disposal Costs - Understanding total consumption, leaks, top-ups, and oil changes, helps drive the efforts and behaviors needed for the effective implementation of the lubrication program.

Many organizations ignore the fact that lubrication is an essential design principle of the equipment and only a dedicated, consistent and enduring effort to increase the plant's lubrication knowledge and maintaining the design requirements of your equipment will dramatically improve equipment reliability, uptime and profitability.
Kevan J. Slater is an independent senior reliability consultant. Kevan has spent the last 20 years as a senior technical consultant developing, advocating and implementing technical, business and operating strategies for improving the reliability of industrial equipment to numerous companies throughout North America. Kevan's expertise focuses on improving and building maintenance foundations that promote continuous improvement of equipment reliability by ensuring people; technology and processes align in achieving a balanced reliable cost effective maintenance program. He can be reached at 416-759-0870 or at kevan.slater@sympatico.ca