Location: 2.3.3 Corporate Technical Headquarters
This facility was the technical headquarters of a very large multi-national oil and gas group of companies. From these offices, the corporate staff provided technical support to a large number of exploration and production facilities, refineries, gas plants, and chemical plants located around the world. A small maintenance and reliability team provided a benchmarking and consultancy service to the refineries and gas plants. The team identified maintenance best practices for sharing within the group to promote increased profitability and plant availability.
They used written guidelines, newsletters, training courses, workshops, and conference events to transfer knowledge between locations. The three authors were founding members of a reliability improvement team, which worked with sites to promote performance improvements.
This process proved to be very successful.
31.1 Background
I was one of a team of experienced maintenance practitioners in the corporate headquarters, who provided technical support to the refineries.
We focused on improving their reliability and maintenance performance We developed a maintenance and reliability performance appraisal program with which we could identify improvement actions. The client refinery agreed to execute the recommended actions within a time frame and with a clear implementation plan.
The program was carried out during a visit to the client refinery, jointly with selected members of the client's own staff. This collaborative effort tapped their knowledge and experience while giving them a sense of ownership of the project.
31.2 Execution of Maintenance Work
We selected efficiency of execution of maintenance work as one of the target areas for performance improvement. The key success factors for this are:
1. Good planning, scheduling, and resource optimization
2. Full and effective utilization of resources
Aspects of good planning, scheduling, and resource optimization of daily work are described in Chapter 24, Long Look-Ahead Plan. The current chapter deals with full and effective utilization of a resource which is traditionally underutilized.
31.3 Operator Workload
When we looked for underutilized resources, plant operators stood out like sore thumbs. An internationally respected firm specializing in refinery performance benchmarking confirmed this view. In their studies, they found that at least 25% of plant operators' time is unstructured and, therefore, can be utilized productively for carrying out certain types of maintenance work.
Refinery managements are generally reluctant to accept this observation.
The subject of operator numbers is traditionally closely protected, influenced by a perceived concern for operational safety.
During one of my visits to a client refinery, this topic came up for discussion in the course of the performance review. There were four participants from the client's side: the operations manager, the maintenance and engineering manager, the projects manager, and the chief inspector. I could not convince them of the validity of the observation. Not unexpectedly, the operations manager held the strongest objections.
I challenged him to call the front line operations supervisor to the forum and carry out a tally of operators' defined duties and time spent on these duties.
He accepted the challenge. To the best of our knowledge, this was the first time that such an exercise was carried out in this manner. None of us foresaw, or could have foretold the results.
31.4 The Challenge
The operations manager invited the shift supervisor for this exercise. When he learned what he had to do, the shift supervisor requested that his senior panel operator also be allowed to come and help him. We scheduled the exercise to take place after the shift change when both these people would be free from their duties.
The two men came at the appointed time. Both were a bit nervous to face the forum in which their big boss, the operations manager, was also present.
On my suggestion, the operations manager himself took the lead in developing the tally.
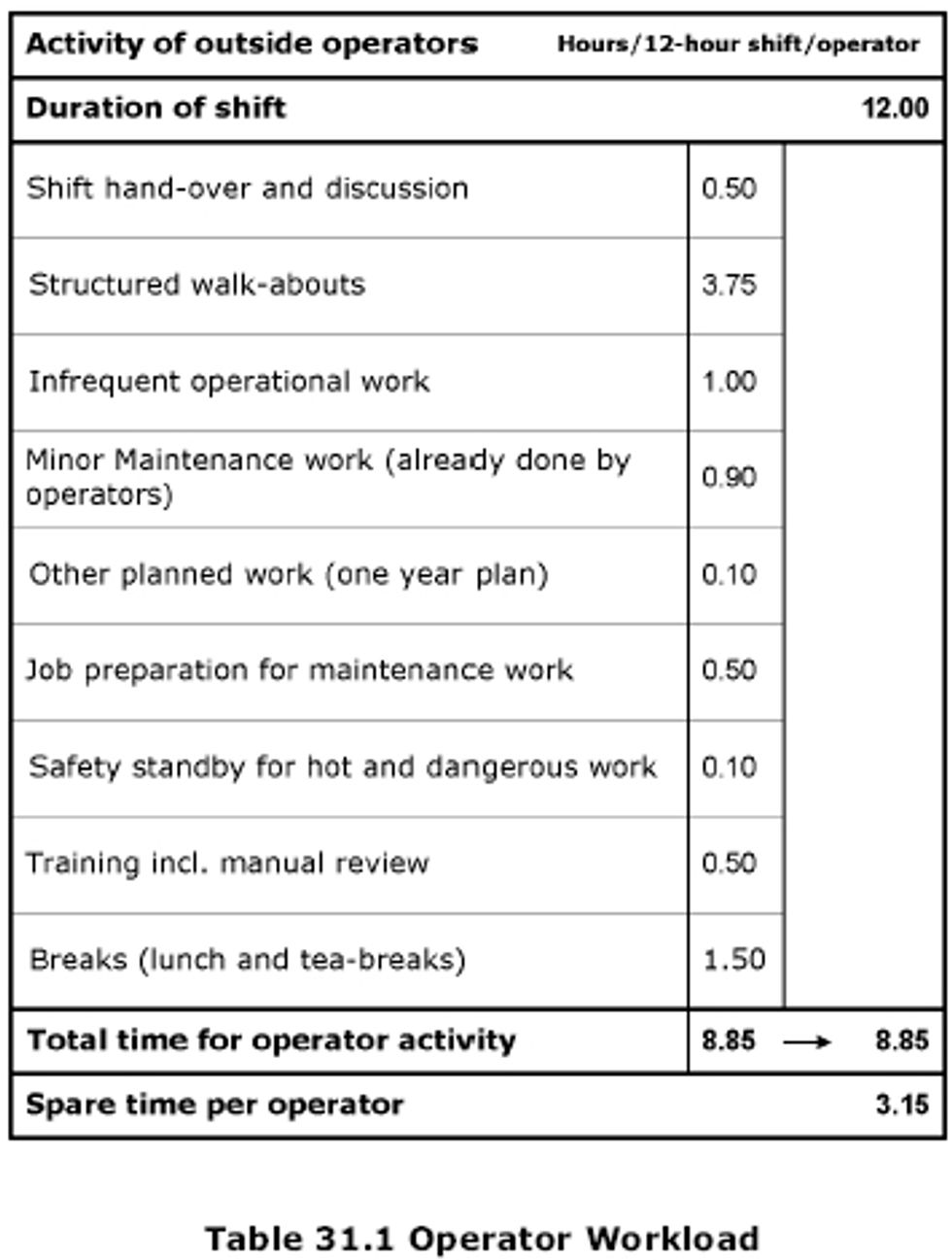
They generated the following Table 31.1,(shown below).
The participants themselves found the result of the exercise incredible. Indeed, they could account for less than 75% of the time as shown in the table, and this included some maintenance work already being done by operators.
This convinced them to accept additional alternative work for operators.
31.5 Type of Maintenance Work for Operators
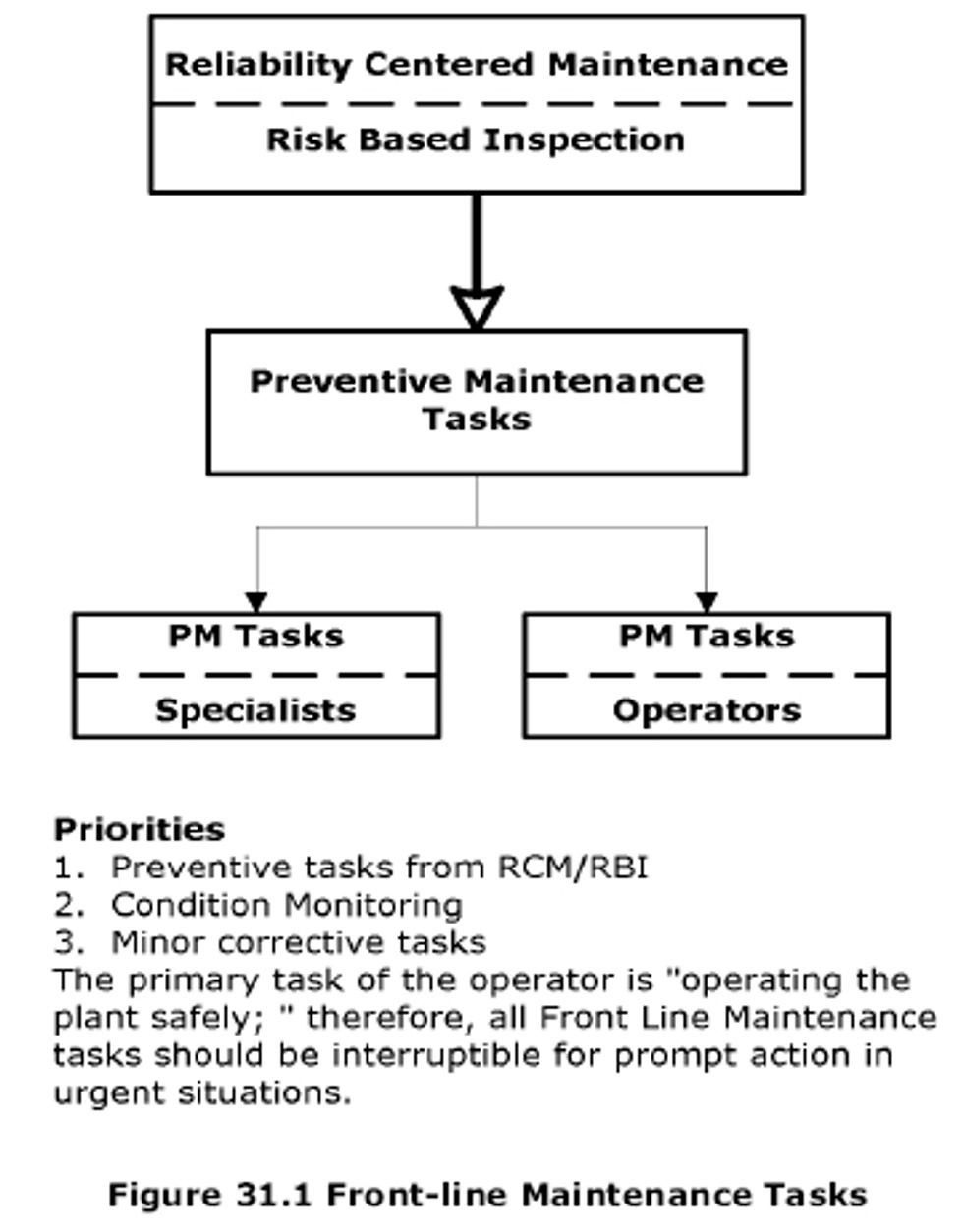
Operators' unstructured time should be utilized only for alternative work, which we will call front line maintenance, as illustrated in Figure 31.1.
The following is a description of these tasks:
• Derive the tasks from RCM/RBI analysis results. These will be preventive maintenance tasks identified by a review in which operators have themselves participated. Hence they are more likely to accepted. Leave the specialist tasks for specialists.

• The order of preference is preventive maintenance tasks as described above, then condition monitoring, and last of all corrective maintenance.
• The primary task of the operator is to operate the plant safely. Therefore, only interruptible maintenance tasks are suitable as front-line work. This policy will enable release of operators should operators be required urgently to handle any emerging operational situation.
• The available operator time is treated as a maintenance resource. It is planned, scheduled, and accounted for, as for the regular maintainers.
Before operators can start doing some of these tasks, we may need to give some focused training.
31.6 Result
The refinery now uses nearly 25% of their operator time in front-line maintenance activities.
 _
_
31.7 Lessons
1. Use of resources can be critically scrutinized to reveal under-utilization.
2. To be useful, this should be done with an open mind with the full participation of the relevant parties.
3. Operators can carry out useful maintenance work after minimal training, without jeopardizing their primary duty of operating the plant safely.
31.8 Principles
We will always find many defenders of the status-quo. Challenging these and understanding the factual situation can help demolish such citadels.
Click here to buy your own copy of 100 Years of Maintenance and Reliability: Practical Lessons from Three Lifetimes at Process Plants by V. Narayan, James W. Wardhaugh& Mahen C. Das