The development of high performance perfluoropolyether (PFPE) lubricants dates back a few decades. These developments were both necessitated and accelerated by aerospace and aviation markets where lubrication at the extremes of low and high temperatures was far more important than it would be in the average industrial environment. Even beyond aviation and aerospace, PFPEs have served admirably whenever the higher initial cost was easily overcome by the far more important need to consistently meet and even exceed performance expectations.
To what extent the traditionally lower initial cost of mineral oil-based lubricants has influenced procurement decisions in process industries is of peripheral interest at best. However, solid cost justification for PFPEs has recently become available. Such cost justifications were derived from a large Canadian paper mill1 that struggled with grease-lubricated electric motor bearings. When the mill opted to dispense with re-lubrication of electric motor bearings by purchasing and converting to PFPE grease-filled (i.e., sealed, lifetime lubricated) bearings, its electric motor bearing life improved drastically.
The purpose of this article is to examine PFPE greases and highlight their applicability in many process lubrication services. A cost justification calculation is also provided.
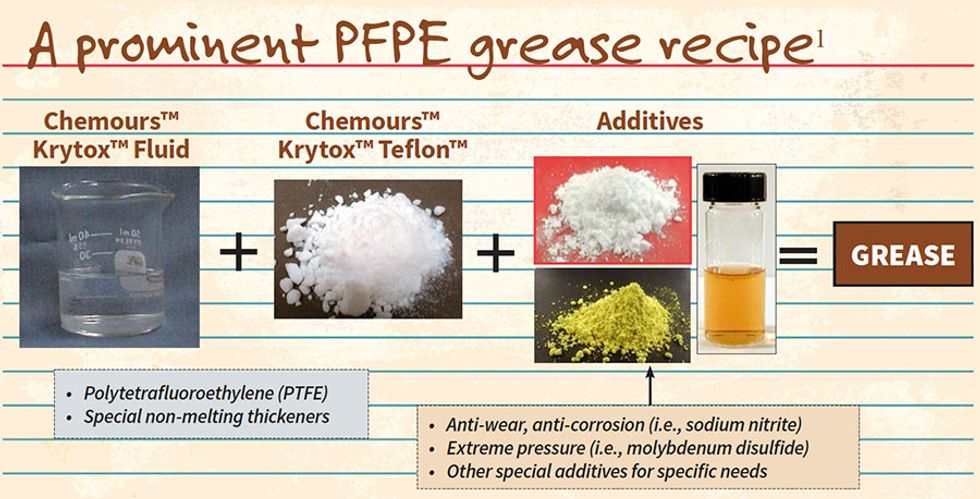
Composition of Standard PFPE Lubricants
Standard premium fuel efficient (PFE) oils and polytetrafluoroethylene (PTFE) or Teflon® thickeners contain only three elements: Carbon, oxygen and fluorine. The molecular structure provides thermal and chemical stability to lubricants, which are produced in ISO viscosity grades ranging from two to 1,000. One prominent manufacturer of high performance chemicals engineered a PFPE molecule with its otherwise degradation-susceptible oxygen atoms fully “encased” by fluorine. The manufacturer’s PFPE product bulletins show the degradation temperature or onset of decomposition in air for this grease to be above that of competing products.
A straightforward comparison of PFPE oils to alternatives2 is reproduced in Table 1.
Table 1 – PFPE Oil Comparison to Alternatives| Property | Mineral | PAO | Diester | Silicones | ChemoursTM KrytoxTM |
|
Thermal Stability
|
Moderate
|
Moderate
|
Good
|
Very Good
|
Excellent
|
|
Oxidation Stability
|
Moderate
|
Very Good
|
Very Good
|
Very Good
|
Excellent
|
|
Hydrolytic Stability
|
Excellent
|
Excellent
|
Moderate
|
Good
|
Excellent
|
|
Volatility
|
Moderate
|
Very Good
|
Good
|
Very Good
|
Excellent
|
|
Viscosity Index (VI)
|
Moderate
|
Very Good
|
Good
|
Excellent
|
Good to Very Good
|
|
Fire Resistance
|
Poor
|
Poor
|
Moderate
|
Good
|
Excellent
|
|
Seal Material Compatibility
|
Good
|
Very Good
|
Poor
|
Good
|
Excellent
|
|
Lubricating Ability
|
Good
|
Good
|
Good
|
Poor
|
Excellent
|
|
Toxicity
|
Good
|
Excellent
|
Good
|
Excellent
|
Excellent
|
|
Cost Compared To Mineral Oil
|
1
|
3-5
|
3-7
|
30-100
|
60-120
|
From a practical point of view, PFPE lubricants excel and surpass in their capability to form an elastohydrodynamic film, an important oil strength in service property that explains effectiveness at all temperatures of interest. The film stays in place under many operating conditions imposed on, for instance, the rolling element bearings in electric motors. Staying in place is a desirable property; it implies both resistance to water washout and the necessity to use special procedures to remove PFPE lubricant from bearings, if necessary. Compatibility concerns require PFPE lubricants to be applied to clean bearings only. In this regard, one may take cues from the Canadian paper mill, which purchased its electric motor bearings from a competent manufacturer. This manufacturer then prefilled the bearings with the specified grease and applied the bearing seals.

Figure 1
Examining Cost Versus Benefit
Based on experience, polyalphaolefin (PAO) premium grade greases are a baseline competitor of the PFPEs; PAOs are certainly among the leading products presently used in electric motor bearings. The question is: What would be the cost justification for the more expensive PFPEs? Assuming the PAO grease costs $1.00 and a certain size bearing sells for $200, the cost of grease equals 0.5 percent of the total. Based on cost ratio information derived from typical commercial suppliers, the PFPE grease would cost $24 per bearing, although it might be assumed the bearing manufacturer will charge $250. Purchasing the bearing with PFPE sounds reasonable at this relatively small incremental cost. But, you need to make a more detailed comparison. The projected incremental cost (perhaps $50 per bearing) should convince you to dig a bit further. In a more careful examination, you may want to know what it really costs to periodically reapply traditional PAO-based greases to electric motor bearings.
The frequency of grease replenishment is determined by the rotational speed, bearing diameter and the environment in which the bearing operates. You have to look at a number of plausible scenarios and compare these with simply purchasing and installing lifetime, PFPE prefilled (sealed) motor bearings. Here are three different scenarios, but others are entirely possible. The purpose is to show the ease in which such cost justifications can be explored and how the results are easily expressed as payback or benefit-cost ratio.
Scenario 1
Using Bearings with PFPE Sealed In
(no regreasing possible)
This is the base case scenario. All comparisons will take into account that a set of sealed in (no regreasing possible) electric motor bearings will cost $100 more than customarily supplied (regreasable) bearings.
Scenario 2
Periodic Regreasing
A reasonable assumption would be a bearing is being regreased 16 times during its assumed average 8-year life. A rather optimistic expectation further assumes the person doing this type of work is doing everything just right. This individual ascertains that the grease fitting is clean, will not over grease, will diligently remove the drain plug while adding grease and carefully reinsert the drain plug after greasing is done. This person can do 16 electric motors per day. Counting straight salary, overhead, vacations, training time, administrative costs, etc., a trained craftsperson costs the employer $800 per day. Therefore, regreasing the bearings routinely found in a conventional electric motor will costs its owners $800 over the bearing’s 8-year anticipated life. However, the incremental cost of two sealed bearings per motor would be only $100.
Subtracting an incremental $100 from $800 = $700; the motor with sealed bearings leads with a payback ratio of 7:1. That simply means that the owner of the electric motor saves $700/8, or about $87 every year. An installation with 1,200 motors would save approximately $100,000 in labor costs per year. Assume further that 10 motors require bearing replacement each year. Therefore, bearings would be replaced after eight years of operation, regardless of bearing style (regreasable and being regreased versus lifetime sealed with no need to regrease).
Scenario 3
Standard Grease with No Periodic Regreasing
A facility with 1,200 electric motors and not doing any regreasing might expect, on average, 200 motors requiring bearing replacement each year. This is to be contrasted against lifetime (PFPE sealed in) bearings. No labor cost is incurred if standard motor bearings are never getting regreased. However, an incremental number of 190 sets of motor bearings would have to be replaced each year. Replacement bearings and associated labor would cost $2000; 190 x 2,000 = 380,000 per year. It might be prudent to assume there would be a process unit outage event – the cost is anybody’s guess. In that case, however, the entire Scenario 3 makes even less economic sense than Scenario 2.
In the end, it simply pays to reconsider “old” regreasing strategies in light of the recent experience at the Canadian paper mill. High performance oils and greases extend the application range for sealed bearings and call for a rethinking of the way things were done before.
References
- Aronen, Robert. “Krytox
™ Blog.” Boulden Company. Coshohocken, PA, November 30, 2014. http://www.bouldencompany.com/blog/dupont-krytox-solves-costly-problem-for-pulp-paper-plant-2/
- Rudnick, Leslie R. “Synthetics, Mineral Oils, and Bio-Based Lubricants.” Boca Raton: CRC Press, 2013.