Incorporating Reliability Centered Maintenance Principles in Front End Engineering and Design of Deep Water Capital Projects
Front End Engineering and Design comprises a logical progression from capital project selection through capital asset commissioning and operation. Project owners contract with engineering firms to provide capital project assessment, design, equipment selection, procurement and start-up. During each phase of Front End Engineering Design, (FEED) sound engineering judgment and industry "best practices" are applied to improve Capital Expenditures (CAPEX) and Operating Expense, (OPEX).
Within the Gulf of Mexico (GoM) energy companies are heavily investing in the development of GoM offshore oil fields in water depths of 7,000 feet or more. Recent exploratory drilling has produced discoveries of oil and gas of commercial volumes in water depths of 10,000 feet.
Energy companies are confronting environmental and technological challenges never seen before. Companies are investing billions of dollars in capital to develop subsea-producing fields including the design and construction of offshore production platforms capable of processing and delivering 50,000 to 250,000 barrels of oil per day to pipelines reaching onshore refineries.
Not only do the energy companies face the challenges of a new operating frontier with billions of dollars in capital investment but energy companies also face the challenges of complying with federal safety/environmental regulations. Operating billion dollar investments in the Deep Waters of the Gulf of Mexico necessitates utilization of new technology, improvement of asset reliability and reducing operating expenses to ensure shareholder returns are met.
Deep Water Operators in the Gulf of Mexico continue to improve CAPEX using "Best Engineering Practices" in conjunction with, federal regulatory requirements/codes and state-of-the-art technologies.
However, further enhancements in CAPEX, asset reliability and reduced OPEX can be achieved utilizing the principles of Reliability Centered Maintenance (RCM) in the Front End Engineering and Design of Capital Projects.
This paper focuses on a methodical process to incorporate the principles of Reliability Centered Maintenance (RCM) into Front End Engineering and Design of Deep Water Capital Projects to further improve reliability of system design, and reduced OPEX.
Introduction
Market demands, safety, environmental regulations, flow assurance and operating costs pose significant challenges to all Deep Water operators. These challenges necessitate improved asset reliability and reduced Operating Expenditures (OPEX). Engineering organizations have improved CAPEX, equipment reliability and OPEX utilizing "Best Engineering Design Practices."
Best Engineering Practices include but are not limited to federal regulations, codes and general design practices such as American Petroleum Institute, Minerals Management Service, United States Coast Guard, and American Bureau of Shipping.
Another "Best Engineering Design Practice," Reliability and Maintainability analysis (RAM) is conducted during the early stages of project design. RAM is a statistical analysis, which quantifies system reliability, availability and maintainability. RAM analysis utilizes failure information from system components in order to develop failure probability distributions. The analysis provides significant design insights particularly the identification of primary contributors to system unreliability. The results can lead the engineering firm to consider an alternative design if the primary design fails to meet the expected project deliverables.
A RAM analysis encompasses sub sea production equipment, control systems and platform topsides production systems. Failure data utilized in the analysis is resultant from Offshore Reliability Data (OREDA) and it's nine participants from six different countries. Additionally, proprietary data from engineering firms conducting the RAM analysis and internal failure data of the operating company is utilized. The deliverables of the RAM analysis identifies critical events, which contribute to system unavailability. Additionally the analysis provides assistance in determining operational and maintenance strategies, life cycle cost, including equipment operating spares, repair strategies and logistical requirement considerations. However, combining the efforts of RAM in conjunction with the principles of RCM will further enhance system reliability and reduce OPEX.
Reliability Centered Maintenance
Reliability Centered Maintenance (RCM) methodology was developed by the airline industry in the mid-1960's to identify the necessary maintenance requirements for new fleets of 747 and DC10 jet aircraft.
Since the inception of Reliability Centered Maintenance, many industry sectors such as energy, refining, chemical and manufacturing companies have adopted and aggressively applied the principles of Reliability Centered Maintenance.
The basic methodology of RCM is to first, determine equipment or component criticality within a functional system. This is accomplished by identifying equipment failure modes and analyzing the effects of failure resulting from each of those modes. Secondly, to identify the causes of failure for each one of the previously identified failure modes; and third, select the appropriate preventive and predictive maintenance tasks including time-based and renewal tasks), that specifically address the identified failure causes.
RCM is conducted according to a set of principles. These principles are based on probabilities. In fact, some industries, such as the airline and nuclear sectors, have meticulously kept failure data for all types of components, and can predict the mean times between failures (MTBF) for these components with a high degree of accuracy. There are several benefits from the collection of failure data. One of them is the ability to determine spare parts requirements.

As stated above, RCM is based on probability and risk management. Risk can be expressed in the equation:
R=PxC
Where:
R=Risk
P=Probability
C=Consequence of Failure
Reliability Centered Design Analysis Benefits
Reliability Centered Design Analysis (RCDA) leverages the guiding principles and rules that comprise the RCM methodology. Like RCM, RCDA is a formalized methodology, following a step-by-step process, which lowers the probability and consequence of failure, resulting in the most reliable, safe and environmentally compliant design.
Direct benefits using Reliability Centered Design Analysis in Front End Engineering and Design are:
• Higher Mechanical Availability, which results in longer operating intervals between major outages for maintenance, significantly increasing revenue.
• Reduced risk. RCDA results in designs that lower the probability and consequence of failure.
• RCDA is a functionally based analysis. It focuses on maximizing the reliability of critical components required to sustain the primary functions for a process.
• Shorter maintenance outages (turnarounds). Reduced downtime results in fewer days of lost production, significantly increasing revenue,
• Safer, more reliable operations, better quality control, more stable operation with the ability to respond to transient process upsets.
• Lower operating expense (OPEX). RCDA results in designs that cost less to maintain over the operating life of the asset.
• Optimized Preventive and Predictive Maintenance Programs and practices. A comprehensive program is created during RCDA. Training to these practices are performed in advance, so assets are maintained from the minute the project is commissioned.
• Emphasis on condition-based maintenance practices. Equipment condition is continuously monitored, maximizing the full potential of the assets, and avoiding unnecessary inspections and costly overhauls.
• RCDA can be used as a training tool for Operators and Maintenance personnel. RCDA documents the primary modes of failure, their consequences and causes for failure well in advance of building the platform.
• Spare parts optimization. Because the dominant failure causes are identified for each piece of equipment, the spare parts requirements are also known. Since this analysis is performed done on the entire platform, stock levels and reorder levels can also be established.
RCDA Principles
There are several rules governing the application of RCDA to a process. These principles are found in RCM, but are now drivers for an optimized design. These rules emphasize the following concepts:
• Design strategy is driven by the consequence of failure, level of acceptable risk and desired objectives for the overall performance of the process.
• Designs emphasize mitigating the effect of equipment failure, rather than the failure itself.
• Operator intervention reduces the criticality of a system - If the Process Operator in the field can respond to a failure or anomaly in the process, and mitigate the effect of that failure, then the system would be considered less critical. This leads to the next rule,
• Failures of critical and very important components must be evident to Operators.
• Critical operating parameters must be evident to Operators. Systems must be in place to trend and analyze the performance of these parameters.
• Redundancy greatly decreases the probability of failure and reduces the impact of equipment failure on the process.
• Maintenance strategies are in direct alignment with the performance objectives of the process,
• Condition-based maintenance strategies are much more cost effective than reactive (breakdown) maintenance activities,
• Condition analysis maximizes the useful life of process equipment. This is achieved by monitoring equipment performance until signs of unacceptable degradation is detected.
• Intervention to perform periodic intrusive equipment inspections increases the probability of failure,
• Many components exhibit hidden failures, that require periodic functional testing,
• Many non-critical components can be run to failure if it is not cost effect to maintain them.
When to Apply Reliability Centered Design Analysis
Reliability Centered Design Analysis is a process integrated into project management stages i.e. Front End Engineering and Design (FEED). Typical project management consists of five independent stages. Funding for Reliability Centered Design Analysis is typically included in Stage 1 of the project CAPEX. Project RCDA begins in Stage 3 when Process Flow Diagrams (PFDs) and Piping and Instrument (P&IDs) become available. This occurs prior to final design selection. This allows change recommendations resulting from the RCDA to be considered prior to acceptance of final design as opposed to initiating costly engineering design changes during construction.
The first step of RCDA is the Process Interview. In the first part of this phase, the Analyst and platform personnel develop the platform's operational performance objectives. In addition, the platform's various functions are separated into sub-systems. The purpose of this exercise is to focus the analysis on an asset's need to meet the functional requirements of each system on the platform, and to align the objectives of the maintenance program with platform's operating goals.
The second part of step one consists of Process Interviews. The platform's operating and technical personnel describe the function of all identified components, using the platform process system P&IDs. RCDA Analysts facilitated the interviews and used RCM principles to extract the information required to evaluate the criticality of the equipment, which is further described below.
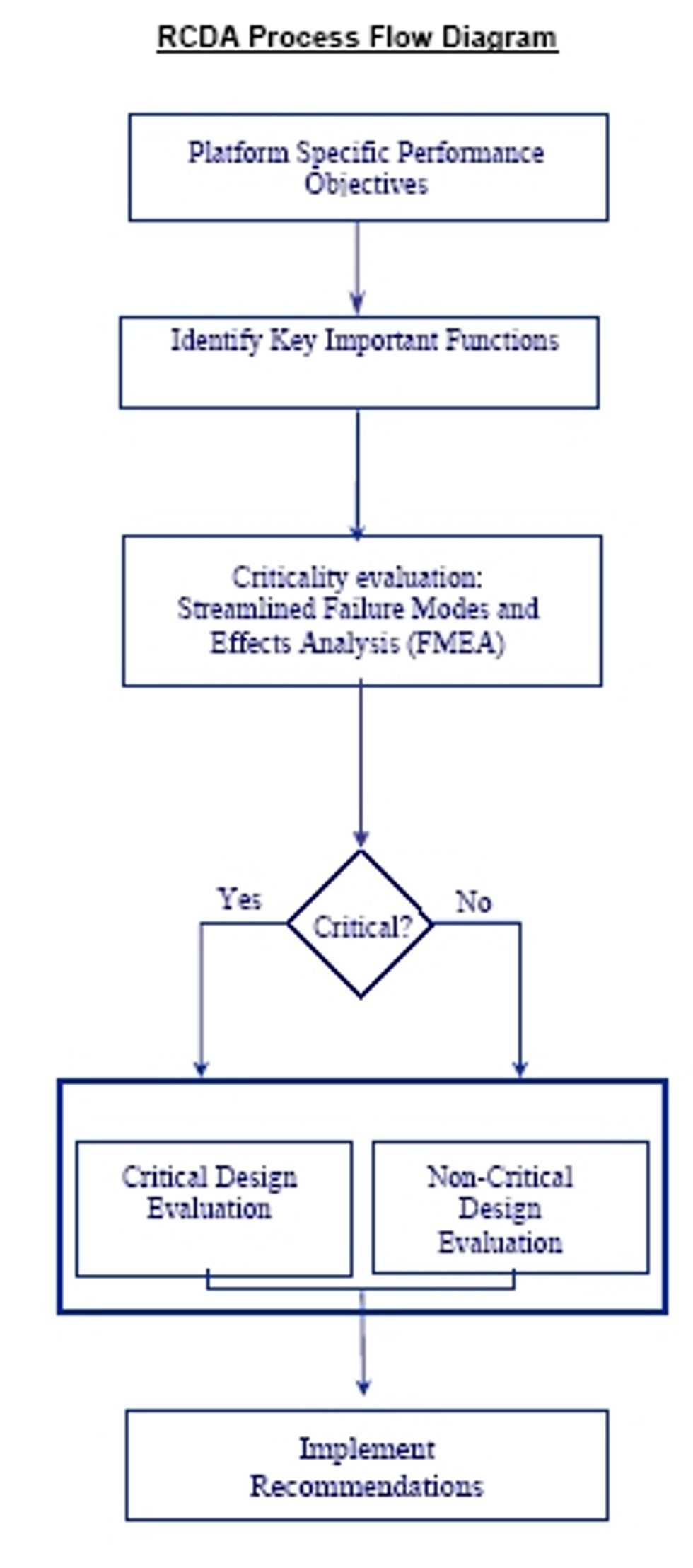
The second step in the analysis is the Criticality Evaluation (also known as Failure Modes and Effects Analysis (FMEA)), performed by RCDA analysts off-site and reviewed by the platform core RCM Team personnel on their return visit. In the Criticality Evaluation, each piece of equipment is analyzed in terms of the dominant failure modes and the effects of the equipment failure. If the failure of the analyzed piece of equipment produced effects that were found to be intolerable, that piece of equipment was termed "critical". If the failure could be tolerated, the equipment was termed "non-critical". Failures resulting in the inability to accomplish the Operational Objectives were intolerable and thus the associated equipment was critical.
In general, the following overall failure effects caused the associated asset to be classified as critical. The failure has a significant likelihood to result in:
• platform or system shutdown or reduced throughput
• costly damage to platform assets
• unacceptable personnel hazard
• unacceptable environmental consequence
• non-compliance with regulatory requirements (i.e. MMS, USCG)
• inability to accomplish the Operational Objectives
At the conclusion of the FMEA, a comprehensive report is submitted to the operating company detailing engineering opportunities. The report includes design recommendations, which can eliminate or mitigate the effects of failures of platform systems or system components. At this point the operating company reviews the design with the engineering firm and takes appropriate action for re-engineering the system or component design to reduce system or component criticality.
Reliability Centered Design Analysis and Front End Engineering and Design
Reliability Centered Design Analysis is a process, which is integrated into project management stages i.e. Front End Engineering and Design (FEED). Typical project management consists of five independent stages. Funding for Reliability Centered Design Analysis is included in project

RCDA Methodology
RCDA is a process. As a process, it follows a uniform set of rules and principles. The process itself can be seen in the work- flow process diagram.

RCDA Logic Trees
RCDA uses a number of logic trees to optimize the design being analyzed. Below is an example of one of those logic trees. Other trees guide the Analyst through a task selection process to justify and identify the proper proactive maintenance and operator tasks for critical components.

Combining RCDA and Reliability Centered Maintenance (RCM) Stage 4
Combining RCDA and RCM occurs in stage four of the FEED. In stage four, RCDA recommendations are reviewed to ascertain if the recommendations were accepted or another alternative design was selected to eliminate or reduce the effects of failure of the system. Acceptance of the recommendations requires the Failure Modes and Effect to be updated prior to performing RCM task selection.
In addition to the design recommendations, issued for construction P&IDs receive a final review to ensure the technical content of final revised drawings have been included the FMEA. Completing the engineering design and P&ID review leads to performing the RCM task selection. Ideally, the RCM task selection is scheduled when process equipment and has procured and the Engineering and Procurement Contractor have received vendor documentation packages.
The final step in the analysis is the selection of tasks. This step is performed on-site as a joint effort with representatives of each maintenance craft, operations, and engineering, with RCDA/RCM analysts acting as facilitators for the task selection process. Each piece of critical equipment is further analyzed to determine the causes for each dominant failure mode identified in the FMEA. Proactive maintenance tasks are then identified by the group and assigned to address these failure modes so that the effect of failure could be prevented. Tasks are assigned following selection criteria based on performing condition monitoring, predictive maintenance, or other non-intrusive tasks preferentially over traditional, time-based intrusive tasks. Using this hierarchical approach ensures that the most cost-effective program is achieved, since condition-based tasks are inherently less costly than intrusive tasks.
The next step was the "Run-to-failure" evaluation for non-critical equipment. Each piece of non-critical equipment is evaluated with respect to economic considerations, to determine if cost-effective and applicable proactive tasks should be performed. If none of the non-critical task justifications applied, the decision was made to recommend that the piece of equipment be allowed to run to failure (i.e. with no proactive maintenance) and then repaired when practical. If a component met one or more of the "Run-to-failure" criteria for task selection, the same hierarchical analysis for selecting critical equipment tasks is applied (non-intrusive, condition monitoring or predictive maintenance tasks preferred over intrusive tasks). In this way, a complete and optimal proactive maintenance program is developed based on equipment functionality, providing the platform with the documentation to prioritize maintenance tasks (proactive and reactive), identify areas which may benefit from further investigation or modification, and maintain or improve equipment.
Finally, because the dominant failure causes are identified for each piece of process equipment, spare parts requirements are also known for all process systems of the platform. Stock levels and reorder levels can be then established. Critical and non-critical components relatively small in size and weight are maintained on the platform at minimal levels due weight and size constraints. Larger critical and non-critical spares are typically held within climate-controlled warehouses on the beach with transportation to the platform provided by helicopter or boat.
Summary
RCDA has been successfully conducted on four Gulf of Mexico Deep Water projects and one international project located in Angola. The analysis has been used to review over 12,000 pieces of equipment and has provided over 200 engineering opportunities for consideration. Recommended opportunities include:
• Installing redundant instruments in basic process control loops (2oo2 voting)
• Installing blow down connections for critical switches or transmitters, which are likely to plug with process materials,
• Changes to software configurations for pre-alarms for operator mitigation, and safe guards for equipment for start-up
• Equipment identified as candidates for mechanical integrity programs
• Piping changes to accommodate maintenance isolation of equipment eliminating equipment shutdowns with production impacts
• Positive influence on equipment spare procurement and preservation practices
• Procurement of state-of-the art technologies
• Reliability focus versus repair focused organization
• Implementation of state-of-the art operator mobile data collectors
• PM/PdM activities for task development prior to commissioning
In addition to applying the principles of RCM in front end engineering and design of a new projects, the overall reliability efforts has resulted in the successful development of operational and maintenance strategies for over 12,000 pieces of equipment.
Article submitted by Mack Morris, Advanced Reliability Technologies, LLC. Houston, Texas
From Your Site Articles
Related Articles Around the Web